
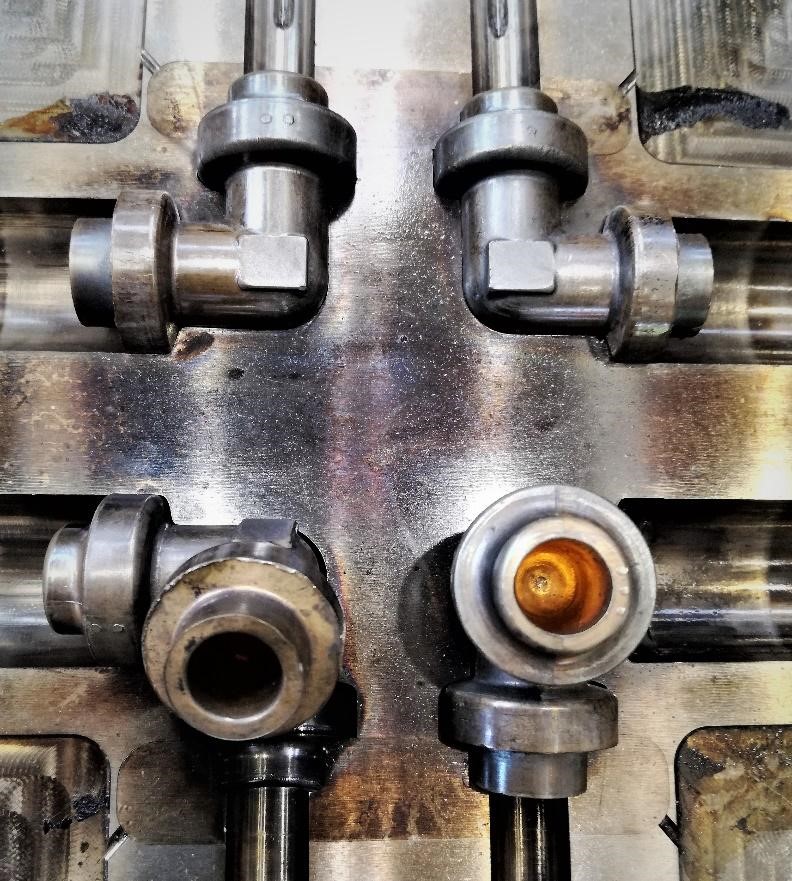
Stampa Valvole saracinesca con una pressa idraulica ME!
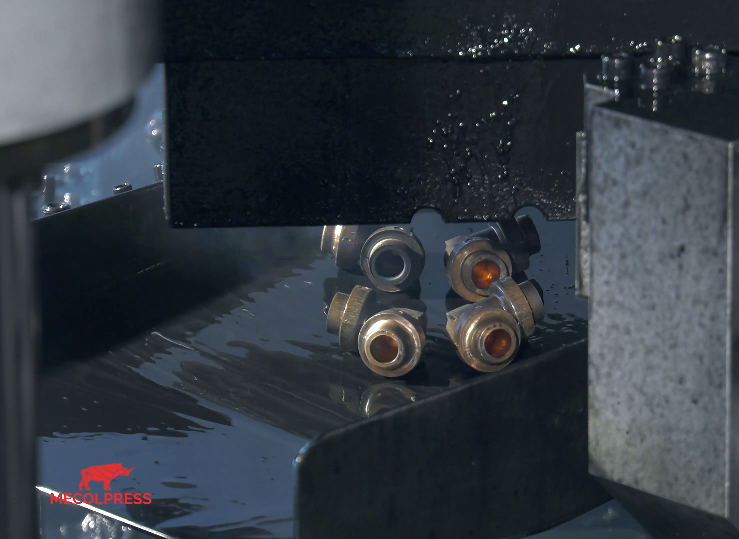
In questo video puoi vedere lo stampaggio a caldo di valvole saracinesca con una pressa idraulica ME.
Supera le normali criticità della stampa di queste valvole, ottieni un pezzo senza bava e riduci i costi di produzione.
Cosa sono le valvole saracinesca e come si stampano tradizionalmente
Le valvole saracinesca in ottone, o altri metalli, hanno la funzione di regolare e interrompere il flusso di fluido lungo un tubo, effettuano questo controllo attraverso un volantino manuale (o un attuatore motorizzato).
Per rendere l’idea si può paragonare la funzione della detta valvola alla chiusura di una saracinesca in mezzo ad un tunnel inondato di acqua.
Solitamente le valvole saracinesca vengono stampate a caldo tramite tradizionali presse meccaniche eccentriche, ma la loro realizzazione non è facile, soprattutto se si vuole stampare il pezzo senza difetti, impiegando poco materiale (quindi con la maggior profondità possibile di tutte le forature) o addirittura senza bava.
Lo stampaggio tradizionale con presse meccaniche eccentriche di valvole saracinesca richiede una forza superiore rispetto allo stampaggio di valvole a sfera di pari taglia, e una corsa dei punzoni, in particolare di uno, ben più elevata.
Per esempio, per la realizzazione di valvole saracinesca da due pollici o più, si impiegano normalmente presse meccaniche eccentriche da minimo 450 tonnellate, ed un attrezzo di stampaggio (definito attrezzo a campana) che permette la realizzazione di fori di grande diametro.
Questa tecnologia è valida e utilizzata con successo da tanti anni, e anche Mecolpress la propone ai propri clienti con le sue presse della serie SEO e SEO CVE CS.
Valvole saracinesca stampate con presse idrauliche
Esiste però un metodo ben più efficace per stampare a caldo valvole saracinesca: la pressa idraulica ME.
Le presse idrauliche ME infatti, grazie alle differenti dinamiche di lavoro dei punzoni, si stanno rivelando davvero risolutive per tutti gli stampaggi di pezzi più “problematici” e complessi, riuscendo ad esempio a bai passare l’utilizzo dell’attrezzo EV a campana.
Come mostriamo in questo video con le presse ME si possono stampare valvole saracinesche di alta qualità, senza bava, dettaglio questo di grande rilievo. La presenza di bava nei pezzi stampati comporta un notevole spreco di materiale, ed inoltre per rimuoverla è necessario utilizzare una sbavatrice, il che significa quindi che ti dovrai dotare di un un’ulteriore macchinario.
Altro aspetto interessante da sottolineare è che le presse idrauliche hanno una cadenza ciclo decisamente superiore alle normali presse meccaniche.
Le nostre presse idrauliche ME sono inoltre dotate del software Calipso di default, il nostro innovativo programma per la raccolta ed il controllo dati di stampaggio. Attraverso questo sistema intelligente potrai effettuare delle analisi del processo produttivo, ma non solo! È possibile infatti ottenere una ottimale e separata gestione di eventuali pezzi da scartare o comunque da valutare.
Il controllo dei pezzi effettuato da Calipso garantisce la qualità certificata di ogni pezzo prodotto.
Un altro importante vantaggio che trovi di serie nelle nostre presse idrauliche ME è l’innovativo sistema di lubrificazione stampi, che può comunque essere applicato in via opzionale anche alle presse meccaniche eccentriche a ciclo continuo.
Nello stampaggio a caldo infatti è importante non sottovalutare il modo in cui vengono lubrificati gli stampi, trovare la lubrificazione “perfetta” nel tuo processo di stampaggio ti assicura un incremento della vita degli stampi e materiali inarrivabile con sistemi tradizionali!
La pressa idraulica ME ha un innovativo sistema di stampaggio rispetto alle tradizionali presse meccaniche. Innovativo perché ad esempio non genera shock meccanici, riduce in modo considerevole il rumore generato durante la produzione, l’attrezzamento è molto più veloce e comodo.
Guarda il video delle valvole saracinesca stampate con pressa idraulica ME:
I vantaggi dell’utilizzo delle presse idrauliche nella stampa valvole saracinesca
Riassumendo, perché dovresti scegliere una pressa idraulica per stampare valvole saracinesca?
- Niente attrezzo EV a campana,
- Valvole senza bava,
- Pezzi stampati controllati dal potente software Calipso,
- Gestione separata pezzi non conformi,
- Migliore sistema di lubrifica stampi,
- No shock meccanici,
- Meno rumore,
- Più velocità di attrezzaggio
Perché scegliere le presse Mecolpress?
Mecolpress mette a disposizione dei suoi clienti presse di qualità e tutto il suo know how tecnologico. Per chi necessita di macchinari altamente performanti per lo stampaggio a caldo siamo un partner affidabile e con una solida esperienza nel settore maturata in tanti anni di attività.
Che si tratti di un’intera linea di stampaggio o di un singolo macchinario, noi di Mecolpress siamo in grado di consigliare la soluzione più performante per la produzione e offriamo un supporto tecnico capace di far fronte a qualsiasi esigenza.
Un primo incontro per comprendere le necessità
Quando un nuovo potenziale cliente ci contatta esprimendo l’esigenza di acquistare una pressa, il nostro staff commerciale organizza subito un primo incontro o presso l’azienda oppure presso la nostra sede in modo da poter mostrare le varie macchine e il loro funzionamento.
Durante questa fase è per noi di fondamentale importanza capire le tipologie di pezzi che dovranno essere stampati e quali possono essere le eventuali criticità legate ai singoli particolari in modo da poter proporre la pressa più adatta. In molti casi le nostre offerte si basano direttamente sui disegni dei pezzi da realizzare che vengono analizzati dal nostro ufficio tecnico nei minimi dettagli.
Per capire qual è la pressa ottimale il nostro ufficio tecnico si avvale di un software in grado di simulare sul computer l’azione della macchina. In questo modo forniamo un valido strumento per identificare il macchinario che meglio risponde alle esigenze produttive.
Alcuni clienti oltre alla singola pressa richiedono l’intera linea per lo stampaggio a caldo e, anche in questo caso, siamo in grado di fornire tutti i macchinari necessari, ed ottimizzare al meglio la produzione.
Prova di stampaggio presso Mecolpress
Una volta individuata la pressa ideale per il cliente, che sia idraulica o meccanica, effettuiamo delle prove presso di noi di stampaggio. In questo modo il cliente può sincerarsi in anteprima del risultato finale effettivo prima di iniziare la produzione presso il proprio stabilimento.
Per eseguire la prova vengono montati sulla macchina gli stampi per la realizzazione dei pezzi desiderati. Qualora il cliente non avesse già lo stampo c’è la possibilità di commissionarlo direttamente a Mecolpress. La nostra azienda infatti offre un servizio completo per sostenere il cliente durante tutte le fasi produttive ed è in grado di offrire anche questa componente.
Durante i numerosi anni di attività abbiamo acquisito delle competenze tecniche elevate e ci siamo confrontati con situazioni diverse tra loro. L’esperienza conseguita ci ha resi un partner in grado di interpretare le esigenze degli stampatori, capace di proporre delle presse meccaniche o idrauliche ottimali per una data tipologia di produzione.


EMO 2019: Presentiamo la tecnologia del futuro!
Mecolpress è pronta per EMO 2019, la più importante fiera delle macchine per la lavorazione metalli, ad Hannover dal 16 al 21 settembre.
Mecolpress partecipa da sempre alla EMO, la fiera leader per il settore della lavorazione dei metalli.
Ad ogni edizione presentiamo sempre delle novità, e quest’anno più del solito! Sullo stand di Mecolpress ci sarà la possibilità di vedere in funzione ben 2 macchine!
1- La nuovissima HEAVY 400

Mecolpress presenterà ufficialmente la nuova serie di presse eccentriche HEAVY a ciclo continuo proprio ad EMO2019!
Le sue caratteristiche principali sono:
- una struttura estremamente innovativa e moderna, più robusta e pensata anche con un occhio alla facilità e accessibilità per manutenzione e la sicurezza;
- abbiamo rinnovato completamente automazione e lubrificazione stampi;
- abbiamo montato un cuscino idraulico speciale che potenzia la capacità di realizzare pezzi forati, nonché di ridurre fortemente vibrazioni e rumore;
- come su tutte le nostre presse, anche sulla serie HEAVY è presente Calipso, il software intelligente di Mecolpress per l’analisi del processo produttivo e per la manutenzione predittiva.
La Serie HEAVY di Mecolpress rappresenta lo stato dell’arte più avanzato nello stampaggio a caldo con presse eccentriche e può montare tutti i più moderni accessori e sistemi di produzione, programmazione e controllo
2- La pressa idraulica ad altissima produttività ME100/4L30 .

È una macchina compatta, dedicata alla forgiatura di pezzi complessi di piccola taglia, con una produttività estremamente elevata.
Questa macchina è l’ultimo modello delle ormai note e apprezzate presse idrauliche Mecolpress ME, installate in tutto il mondo, dal Giappone al Messico, dalla Corea e dalla Cina fino alla Germania e all’Italia.
Le presse idrauliche ME rappresentano già da anni una vera innovazione nel mondo dello stampaggio a caldo. Permettono di stampare senza bava riducendo quindi in maniera significativa lo scarto di materiale.
La ME100/4L30, come tutte le idrauliche Mecolpress, è dotata di un potente software di controllo statistico del processo di nostro sviluppo, Calipso.
Come dichiarato dal Magazine ufficiale di Hannover, quest’anno EMO si focalizzerà sempre di più sulla digitalizzazione, con tanti approfondimenti e gli occhi puntati ancora sul tema dell’Industria 4.
Tra gli aspetti più interessanti di Industry 4.0 c’è senza dubbio lo sviluppo delle cosiddette “economie di piattaforma”, anche Mecolpress a tal proposito presenterà un nuovo modo di vivere le macchine per lo stampaggio a caldo: connessa in cloud la pressa diventa intelligente, smart e facilmente monitorabile!
Dimostreremo come è possibile integrare le nostre presse con applicazioni cloud o locali che permettano di effettuare analisi di molteplici parametri di funzionamento e di processo, rappresenteremo quindi attraverso delle dashboards, una visualizzazione in real-time per una comprensione ottimale dei dati raccolti dalla macchina.
Presenteremo in anteprima tutto questo ad EMO 2019,
Segui l’evento sui nostri canali social, pubblicheremo presto importanti anticipazioni!



Il bilanciere “indemoniato”
Anche quando certi macchinari presentano le problematiche più complesse e sembra che non ci sia soluzione, Mecolpress, grazie alla solide competenze tecniche che da sempre la contraddistinguono, è in grado di risolvere la situazione. Caso specifico è quanto successo con un nostro cliente e il suo bilanciere mal funzionante. Leggi tutto l’articolo per scoprire i dettagli.
Criticità del bilanciere
Poco tempo fa siamo stati contattati da un’azienda italiana specializzata nella produzione di vanghe, badili e altri attrezzi per il giardinaggio. Avevano acquistato da un nostro competitor un bilanciere usato, poiché avevano l’esigenza di automatizzare la linea di stampaggio per vanghe e badili con dei robot. Fin da subito purtroppo avevano riscontrato dei problemi di mal funzionamento del macchinario.
La pressa a vite infatti dopo solo tre o quattro ore di lavoro perdeva capacità di battuta fino ad arrivare a fermarsi del tutto ed inoltre consumava in maniera eccessiva gli anelli di cuoio che dovevano essere sostituiti anche tre volte al mese.
Sembrava proprio che il bilanciere fosse “indemoniato” e neppure chi gli aveva venduto la macchina in prima istanza era riuscito a risolvere il problema, nonostante i numerosi e lunghi interventi tecnici.
Non riuscendo a riparare in alcun modo il macchinario e grazie al suggerimenti di fornitori di altre macchine l’azienda decide quindi di rivolgersi a noi di Mecolpress nella speranza di trovare un valido supporto tecnico.
L’intervento di Mecolpress
A seguito di un primo contatto telefonico, il nostro tecnico è intervenuto direttamente sulla pressa e dopo una prima analisi meccanica ha deciso di smontare la vite principale per cercare il possibile difetto interno alla macchina.
Dopo una mezza giornata lavorativa il nostro esperto aveva individuato il problema: uno degli anelli di bronzo infatti era stato costruito con una tolleranza errata e di conseguenza causava un aumento di temperatura nella vite. I materiali pertanto si dilatavano e portavano a un blocco completo della pressa.
I nostri concorrenti non erano riusciti nemmeno a ipotizzare questo problema, mentre il nostro tecnico in una giornata lavorativa era stato in grado di diagnosticare con precisione la fonte del mal funzionamento.

Questo case study ha dimostrato quanto sia importante disporre di tutti i progetti e di tutte le specifiche tecniche dei macchinari su cui si vuole operare. L’anello di bronzo del bilanciere in oggetto era stato realizzato sulla base di un’analisi meccanica superficiale e dettata da una scarsa conoscenza della progettazione completa del macchinario.
Mecolpress ha dato prova di avere la capacità e l’esperienza necessarie per saper valutare quando un dettaglio può fare la differenza. Anche dei dettagli trascurabili infatti possono ricoprire un ruolo fondamentale nel funzionamento ottimale di una pressa.
La nostra azienda si è rivelata essere un partner affidabile e competente a cui rivolgersi per questioni tecniche complesse e apparentemente insuperabili.

Bilanciere a frizione oppure elettrico?
I bilancieri possono essere a frizione oppure elettrici. Quale scegliere?
La decisione del modello è legata alla tipologia di pezzi che si vuole ottenere ma anche alla performance della pressa.

La pressa meccanica a frizione è dotata di un volano che fa girare la vite in senso orario o antiorario, facendo in questo modo scendere o salire la mazza. In questo caso la trasmissione del moto dal motore elettrico al volano viene effettuata tramite la frizione che si crea su un anello di cuoio. Questo modello non consente un controllo diretto del motore e del volano, anche se presenta dei notevoli vantaggi in termini di risparmio energetico. Un bilanciere a frizione infatti ha un consumo medio di circa 40 KWh.
Queste presse richiedono un investimento minore rispetto al bilanciere con servomotore elettrico, ma necessitano della sostituzione del cuoio, indispensabile per il movimento della slitta, quando si usura.
Adatti allo stampaggio a caldo di qualsiasi tipologia di materiale, i bilancieri a frizione vengono impiegati per la produzione di pezzi pieni.
Questa pressa a differenza di quella a frizione si distingue per un motore elettrico montato direttamente sul volano, nella parte alta della macchina, e che fa muovere la vite. Grazie a questa sua caratteristica, il bilanciere elettrico consente un maggior controllo sulla processo produttivo. È possibile infatti controllare la velocità sia di discesa che di risalita in tutti gli istanti, avere dei feedback diretti su quanto sta facendo la macchina e calcolare il tonnellaggio necessario per lo stampaggio a caldo dei pezzi che si vogliono produrre.
Il bilanciere elettrico richiede più energia elettrica, ma le sue componenti si usurano di meno ed è particolarmente indicato per la produzione di particolari che richiedono più colpi per essere completati. Inoltre è possibile ottenere molta energia con una corsa ridotta, cosa che non avviene nel caso del bilanciere a frizione. Di conseguenza questa macchina ha una tasso di produttività leggermente più elevato rispetto ad una macchina tradizionale.
Le presse meccaniche a vite elettriche della Serie TDS di Mecolpress inoltre possono essere dotate del software Calipso, anch’esso progettato dalla nostra azienda, che consente l’acquisizione e la registrazione dei dati in tempo reale. In questo modo l’utilizzatore finale può effettuare una valutazione del processo e intervenire per ottimizzarlo.

La gamma di presse Mecolpress
Per lo stampaggio a caldo dei metalli si possono impiegare sia presse meccaniche che presse idrauliche. Mecolpress propone macchinari tecnologicamente avanzati e di diversa tipologia in modo da poter soddisfare quasi tutte le esigenze produttive.
Le presse Mecolpress sono indicate per lo stampaggio a caldo di rame, ottone, acciaio, titanio e alluminio.
Presse meccaniche
Tra le presse meccaniche per lo stampaggio a caldo Mecolpress vi sono le presse meccaniche eccentriche che si suddividono in base alla forza nominale. Il modello SOV è per lo stampaggio in verticale: queste presse vengono chiamate anche presse fucinatrici, richiedono un impiego di energia medio e si caratterizzano per l’elevata produttività. Le presse SEO invece sono progettate per lo stampaggio di pezzi con foratura e si dividono in:
- SEO: (a ciclo singolo): presse per stampaggio con foratura orizzontale, alta energia, produttività media
- SEO- CVE/CS: (a ciclo continuo): presse per stampaggio con foratura orizzontale, alta energia, produttività alta
- SEO-F: (a ciclo singolo): presse per stampaggio con foratura verticale, alta energia, produttività media
Un altro tipo di pressa meccanica proposta da Mecolpress è quella a vite, detta anche bilanciere.
Le presse a vite sono catalogate in base al diametro della vite e sono disponibili in tre modelli:
- TDS: comando diretto con servomotore elettrico. Il diametro della vite va da 240mm a 525mm
- Dellavia: Comando con dischi a frizione. Il diametro della vite va da 130mm a 460mm
- Osterwalder: Comando con dischi a frizione. Il diametro della vite va da 150mm a 220mm
Presse idrauliche
Le nostre presse idrauliche fanno parte della gamma ME e si caratterizzano per la forza di chiusura degli stampi che va da 100 a 500 Ton.
Questi sono i tonnellaggi finora realizzati ma possiamo realizzarne anche con forza di chiusura maggiore.
La forza dei punzoni di foratura orizzontali invece va attualmente da 30 a 350 Ton e anche in questo caso è possibile su richiesta realizzare la macchina con una forza superiore a quella indicata.
Presse per la coniatura e la calibrazione pezzi
Ai clienti che necessitano di presse per coniatura e calibrazione di pezzi Mecolpress propone le presse a ginocchiera serie PG che si caratterizzano per la bassa corsa e l’altissima produttività.
Vengono catalogate in base alla forza nominale.
Macchinari per la sbavatura dei pezzi:
Le sbavatrici Mecolpress sono catalogate in base alla loro forza nominale come segue:
- PO: sbavatrice con singola stazione, bassa produttività, usata in genere per carico a mano, struttura ad H. Tonnellate da 10 a 60.
- S: sbavatrice con stazione multipla, dotata di tavola rotante con motore idraulico. Si caratterizza per un tasso di produttività media ed è usata per carico a mano o con automazione, struttura ad H. Tonnellate da 10 a 60.
- E: sbavatrice con stazione multipla, dotata di tavola rotante con motore elettrico, media-alta produttività, più adatta per carico con automazione o robot, struttura ad C. Tonnellate da 10 a 60.
Grazie alla varietà di macchinari offerti, il nostro ufficio commerciale è in grado di suggerire la pressa migliore a seconda della tipologia di pezzo da realizzare e a seconda delle condizioni specifiche in cui si trova ad operare il cliente.
Pressa meccanica o pressa idraulica?
Grazie alla nostra lunga esperienza in qualità di costruttori di presse, noi di Mecolpress oggi possiamo offrire ai nostri clienti un’ampia scelta di presse idrauliche e meccaniche per lo stampaggio a caldo e il nostro team commerciale è in grado di consigliare la macchina più adatta per la realizzazione di una determinata geometria.
Differenze tra pressa meccanica e pressa idraulica
La pressa meccanica sviluppa i movimenti atti a stampare grazie a delle connessioni meccaniche tra la slitta e il sistema di foratura orizzontale dei pezzi. Lo stampo superiore si chiude contro quello inferiore e lateralmente entrano i punzoni. I movimenti dei componenti meccanici quindi sono tutti legati tra loro e la programmazione risulta un po’ limitata poiché se regolo il movimento di un componente, automaticamente modifico anche gli altri.
I movimenti dei componenti della pressa idraulica sono invece regolati da cilindri idraulici e su ogni asse si ha un controllo indipendente. Questo comporta una maggiore flessibilità di programmazione poiché posso agire sui singoli componenti e ottenere una migliore gestione del flusso di materiale all’interno dello stampo.
Quando scegliere una pressa meccanica
Le presse meccaniche a ciclo continuo per lo stampaggio a caldo dei metalli hanno una produttività più elevata rispetto alle presse idrauliche, e questo rappresenta sicuramente un vantaggio.
Ci sono poi dei particolari stampati a caldo in verticale, come ad esempio i raccordi dritti o i dadi, che per la loro forma sono molto adatti ad essere realizzati tramite presse meccaniche ad alta produttività.
Quando scegliere una pressa idraulica
Le presse idrauliche consentono un maggior controllo sui movimenti delle singole componenti e sono più adatte per la realizzazione di pezzi dalla geometria complessa, come ad esempio le valvole a saracinesca . I punzoni che contribuiscono alla realizzazione del pezzo sono infatti indipendenti e generalmente sono quattro, posti a 90 ° di distanza l’uno dall’altro, ma uno o addirittura due punzoni possono essere configurati con un angolo d’ingresso variabile ad esempio di 45° rispetto al punzone adiacente. Questo comporta una maggior flessibilità e la possibilità di realizzare delle forme particolarmente complesse mantenendo uno standard di qualità elevato.
Altra caratteristica delle presse idrauliche per lo stampaggio a caldo dei metalli è che necessitano di meno struttura all’interno dell’area produttiva perché non devono essere alloggiate in una fossa, cosa che invece è obbligatoria per le presse meccaniche. Il posizionamento su semplice pavimento della pressa idraulica consente una maggiore flessibilità nel layout.
La scelta migliore? Chiedi a Mecolpress!
La scelta di acquistare una pressa meccanica piuttosto che una pressa idraulica viene fatta quasi esclusivamente in base alla forma del pezzo che si deve realizzare e non in base al materiale. Entrambe le tipologie di presse infatti stampano i diversi tipi di metalli. L’unico caso in cui il materiale può essere un fattore discriminante è riferito a produzioni in acciaio che molto spesso richiedono l’uso di un bilanciere per via dell’elevato tonnellaggio.
Noi di Mecolpress offriamo ottime presse meccaniche e idrauliche e in base alla geometria del pezzo che il cliente intende realizzare suggeriamo la pressa migliore e più performante, che consenta quindi di ottimizzare la produzione e risparmiare sui costi.
Per ricevere informazioni sulle nostre presse per lo stampaggio a caldo potete scrivere a sales@mecolpress.com

Presse idrauliche Mecolpress: caratteristiche e vantaggi
Mecolpress vanta una vasta gamma di presse idrauliche di diverso tonnellaggio, ideali per la realizzazione di particolari stampati a caldo dalla geometria complessa. Le presse sono dotate di un software di proprietà Mecolpress, “Calipso”, che consente di monitorare l’intero ciclo produttivo della pressa idraulica in base a numerosi parametri.
Caratteristiche delle presse idrauliche
Tratto distintivo di ogni pressa idraulica è la flessibilità di programmazione.
Poiché la slitta e i punzoni sono controllati in maniera indipendente da cilindri idraulici, questo consente di poter effettuare delle correzioni durante il ciclo di lavoro per ovviare ad eventuali difetti agendo sul movimento di un singolo componente tramite software.
Le presse idrauliche possono stampare a caldo diversi materiali tra cui leghe in ottone, in rame, in alluminio, in acciaio e in titanio.
La gamma di presse idrauliche Mecolpress
Mecolpress propone ai propri clienti una vasta gamma di presse con una forza di chiusura dello stampo che va attualmente dalle 100 alle 500 tonnellate e una forza dei punzoni laterali minima di 30 tonnellate e che può arrivare fino a 350 tonnellate.
Inoltre le nostre presse idrauliche sono dotate di un braccio di carico delle billette calde e di un braccio di scarico del pezzo stampato.
A seconda delle necessità del cliente relative al layout della linea produttiva per lo stampaggio a caldo, i bracci possono essere posizionati sullo stesso lato e lavorare in sincrono, oppure essere posti su lati opposti tra loro e lavorare in autonomia. Grazie al software Calipso progettato da Mecolpress e installato di serie su tutte le presse idrauliche, la pressa è in grado di rilevare quali pezzi non sono conformi ai parametri inseriti, e tali pezzi verranno automaticamente separati dagli altri dal braccio di scarico, finendo in un cassone per gli scarti.
Questa gestione consente di ottimizzare i controlli e risparmiare tempo sul ciclo produttivo.
Configurazioni possibili di una pressa idraulica
Le presse idrauliche Mecolpress possono essere configurate in maniera personalizzata in base alle esigenze produttive segnalate dal cliente.
Ad esempio uno o due dei punzoni possono essere posizionati con un angolo di ingresso diverso rispetto ai classici 90°, consentendo così la realizzazione di forme particolarmente complesse come ad esempio raccordi a y o corpi filtro.
Altre configurazioni possibili sono:
- l’aggiunta di un quinto punzone verticale che agisce da sotto lo stampo,
- il carico di uno o due billette contemporaneamente fino a un massimo di quattro,
- l’aggiunta di pirometri per rilevare la temperatura della billetta,
- l’applicazione di sensori extra sui punzoni per raccogliere dati sia fisici che meccanici che vengono inviati poi al PLC e consentono di monitorare meglio il ciclo produttivo.
I sensori infatti controllano in ogni istante il movimento eseguito dai punzoni durante la corsa ed è possibile ottenere una rappresentazione delle varie fasi di accelerazione e decelerazione. Questa analisi in real time consente di accorgersi di eventuali problematiche e di capire se derivano ad esempio dallo stampo, se sono di carattere idraulico o meccanico.

Stampaggio a caldo dell’ottone senza bava, un caso di successo
Lo stampaggio a caldo dell’ottone e i suoi settori di applicazione
I particolari in ottone stampati a caldo vengono impiegati in molti ambiti tra cui ad esempio l’abbigliamento o l’edilizia. Le fibbie delle cinture, le levette delle cerniere e le maniglie delle porte sono tutti esempi di pezzi realizzati con questo materiale e ottenuti tramite presse per lo stampaggio a caldo.
Tra i vari settori di applicazione tuttavia quello che spicca maggiormente è quello del controllo dei fluidi e della raccorderia.
- Particolari di rubinetteria
- Valvole per le bombole GPL e gas ad alta pressione
- Valvole a sfera per acqua, gas e olio
- Corpi per i contatori dell’acqua
- Raccordi per il riscaldamento sia normale che a pavimento sono tutti componenti in ottone.
Questa tipologia di prodotto attualmente risente sul mercato della concorrenza molto forte dei Paesi in cui la manodopera costa meno e dove probabilmente in alcuni casi viene utilizzata una lega di ottone che risponde principalmente alle esigenze locali e alla disponibilità del momento, più che soddisfare gli standard qualitativi internazionali. Produrre questo tipo di particolari in Europa conservando competitività sul mercato rappresenta quindi una sfida per molte aziende.
Stampare a caldo senza bava quattro pezzi in ottone alla volta
Parlando con un nostro cliente che ha sede produttiva in Europa e che realizza particolari in ottone, abbiamo toccato con mano la sua reale difficoltà a rimanere sul mercato. Da qui l’idea di trovare una soluzione che potesse consentirgli di aumentare la produttività e ridurre sensibilmente il materiale di scarto per risparmiare sui costi.
Il nostro staff, in collaborazione con l’ufficio tecnico del cliente, ha identificato quindi due diversi stampi: uno per la produzione di un raccordo portagomma ed un altro per una curva a 90°. Questi nuovi stampi sono stati progettati per sfruttare la potenzialità delle nostre presse idrauliche della serie ME di stampare senza bava ed il risultato è stato stampare quattro pezzi in una sola volta.
Per ottenere questo risultato occorre dotare una delle nostre presse idrauliche standard, come ad esempio la ME250/4G100, di alcuni accessori opzionali (tra cui ovviamente il sistema di carico billette), concettualmente semplici ma estremamente performanti.
Questo sistema si contraddistingue per il suo tratto fortemente innovativo, dato che al momento solo le presse Mecolpress possono fornire questo risultato (Stampare 4 pezzi alla volta senza bava) che sicuramente ha portato dei grandi vantaggi anche al nostro cliente in termini di marginalità sul costo del prodotto.
Tramite questa pressa specifica per la lavorazione dell’ottone infatti è possibile produrre in media 4.500 pezzi all’ora senza bava.

Oltre la pressa: grande cura per tutti i segmenti della lavorazione
Le ragioni per apprezzare (e preferire…) la modularità
Nella progettazione e nella realizzazione di diverse linee di stampaggio, c’è un denominatore comune, ed è la macchina principale, il cuore dell’intero progetto: la pressa.
Si tratti di stampare alluminio o ottone, il costruttore di presse deve avere una visiona allargata, che sappia considerare tutto il processo, dalla barra di materia prima al pezzo finito. Un’ottima pressa deve nascere ‘pensata’ in modo da poter lavorare in sinergia con le altre componenti della linea, per garantire all’utilizzatore il massimo dell’efficacia e il minimo dello spreco.
Ogni cliente che acquista macchinari cerca presso il costruttore affidabilità: la tranquillità di dotarsi di un prodotto che “renda”, che dia soddisfazioni e non grattacapi.
Naturalmente il momento della scelta iniziale della macchina è cruciale, ed è determinato dalla comprensione della varietà e variabilità nel tempo delle esigenze del cliente e dalla competenza del costruttore nel saperle soddisfare.
Poi arriveranno fasi che non possono considerarsi ‘meno’ cruciali: installazione e messa in funzione, tanto per dirne due. Sono momenti trascorreranno tranquilli se si ha al proprio fianco chi si assume in pieno la responsabilità di aver fornito la macchina, di verificare che funzioni e come atteso dal cliente, essendo presente dall’avvio, per l’intera vita di esercizio della macchina.
Impegnarsi a garantire tutto questo significa essere completamente ‘padroni’ della propria tecnologia e dei vari componenti che compongono la linea, pensati come tanti diversi ‘segmenti’ di un intero. Tutti sappiamo che, per funzionare e andare in produzione, le presse hanno bisogno di accessori, come ad esempio segatrice, forno, sbavatrice…
Sono segmenti a cui il costruttore di presse esperto sa attribuire la giusta importanza, indirizzando il cliente verso la scelta più opportuna (sia per caratteristiche tecniche che di budget), proponendogli le più corrette soluzioni, siano fornite dal costruttore stesso o siano reperibili direttamente dal cliente presso altri produttori specializzati.
L’abitudine a pensare e studiare ogni singolo ‘segmento’ della linea di stampaggio affinché contribuisca al meglio, nella sua specificità, alla efficienza della linea, ha un nome: modularità.
Le numerose ‘storie’ di soddisfazione dei clienti “Top performer” indicano la modularità come la strada più efficace da percorrere.
A quanti elementi, realisticamente, si collega una pressa? L’elenco è lungo:
- forni di riscaldo tradizionale a gas,
- forni di riscaldo ad induzione,
- grafitatrici,
- bracci o Robot esterni e di terzi per carico e scarico macchina,
- tranciabave,
- sabbiatrici,…

Di fronte a un sistema tanto articolato, l’esperienza ci insegna che non c’è ‘compattezza’ che tenga. Non c’è dubbio che allestire una linea secondo il criterio della modularità richiederà:
- tempo e pazienza;
- la consulenza attiva del costruttore;
- la necessità di informarsi e aggiornarsi sulle proposte del mercato
- disporre, una volta effettuate le scelte e acquistate le varie componenti, degli spazi adatti a collocarle…ma ripartiamo proprio da qui. La possibilità di “salvare” spazi, uno degli argomenti principali dell’offerta dei produttori di linee compatte, sembra in effetti un vantaggio non da poco.
Tuttavia, fondere tante macchine specifiche in una sola soluzione ‘compatta’ per il supposto vantaggio di risparmiare spazio, rischia di pregiudicare le sorti della produzione. Non cambia purtroppo il dato di fatto che basta la rottura di un singolo elemento per fermare l’intera attività della “linea compatta”. Quindi il rischio è: ho ottimizzato lo spazio, ma la banale rottura ad esempio di una lama della cesoiatrice causa il fermo produzione totale.
A quel punto l’aver risparmiato spazio non sarà una grande consolazione, purtroppo.
Lo stile della modularità appartiene per tradizione a chi conosce approfonditamente le questioni e le problematiche che chi stampa affronta tutti i giorni. Chi possiede questo tipo di conoscenza sa anche bene che il poter intervenire in maniera mirata e indipendente su ogni componente della linea non ha prezzo.
Il concetto modulare, che come abbiamo visto prevede di avere la pressa in linea ma separata dal forno e addirittura non in linea con le altre macchine (come, ad esempio, la segatrice o la grafitatrice, che lavorando indipendenti, creano degli stock “polmone” di semilavorati), permette:
▲ la massima flessibilità: il cliente può scegliere i componenti che preferisce (Forno a gas o induzione, segatrice o cesoiatrice…), variarli in futuro per rispondere a nuove esigenze, e adattare il layout della linea ad una azienda che si sviluppa.
▲ la pressa, essendo indipendente da forno e segatrice, potrà in futuro essere utilizzata per stampare anche altri tipi di lega di ottone, nonché rame, alluminio.
Se segatrice, forno e pressa sono “fusi” in un’unica macchina, questo non è possibile.
▲ Ogni macchina può dare il meglio di sé (una buona segatrice può tagliare ben più billette/ora di quante una pressa ne stampa) e non adeguarsi alla velocità della macchina più lenta.
▲ La linea potrà essere facilmente adattata a billette non cilindriche classiche da barre, ma anche, ad esempio precurvate, a disco, con profilo speciale.
▲ la massima efficienza: ogni macchina è indipendente, la pressa può forgiare quando la segatrice ha bisogno di un cambio lame; viceversa, quando cambio lo stampo sulla pressa, la segatrice può continuare a preparare billette.
Una solida conoscenza dei macchinari è la base irrinunciabile che consente al costruttore di presse di progettare e proporre la soluzione tecnica ed economica più adatta alle necessità del cliente.
Essendo inoltre specializzato in presse e non essendo obbligato a fornire insieme alla pressa la sua e solo la sua segatrice/cesoiatrice e il suo forno, potrà consigliare al cliente le soluzioni che meglio si adattano alle sue specifiche esigenze.
Il range delle proposte è ampissimo, ed è possibile spaziare da linee nuove, in cui ognuno dei componenti è totalmente nuovo e realizzato dal migliore costruttore specifico, a linee in cui una o più parti sono revisionate. Ma è benvenuto anche il cliente che, scelto il costruttore della pressa per ragioni di fiducia e di affidabilità, gli si rivolge per avere consulenze e indicazioni per gli altri componenti da aggiungere fino ad avere una linea completa, “ad hoc” tanto per le esigenze tecniche produttive quanto per quelle “di portafoglio”.
A prescindere dal vostro settore di appartenenza: termoidraulica; gas; automotive; ferroviario; biomedicale; viteria speciale; componenti abbigliamento si conferma sempre che la modularità è vincente, proprio per la flessibilità che garantisce alla linea di stampaggio e nel mantenerne l’efficienza.











