La vostra linea di produzione è come una catena
Co-Engineering
Mecolpress è il link migliore
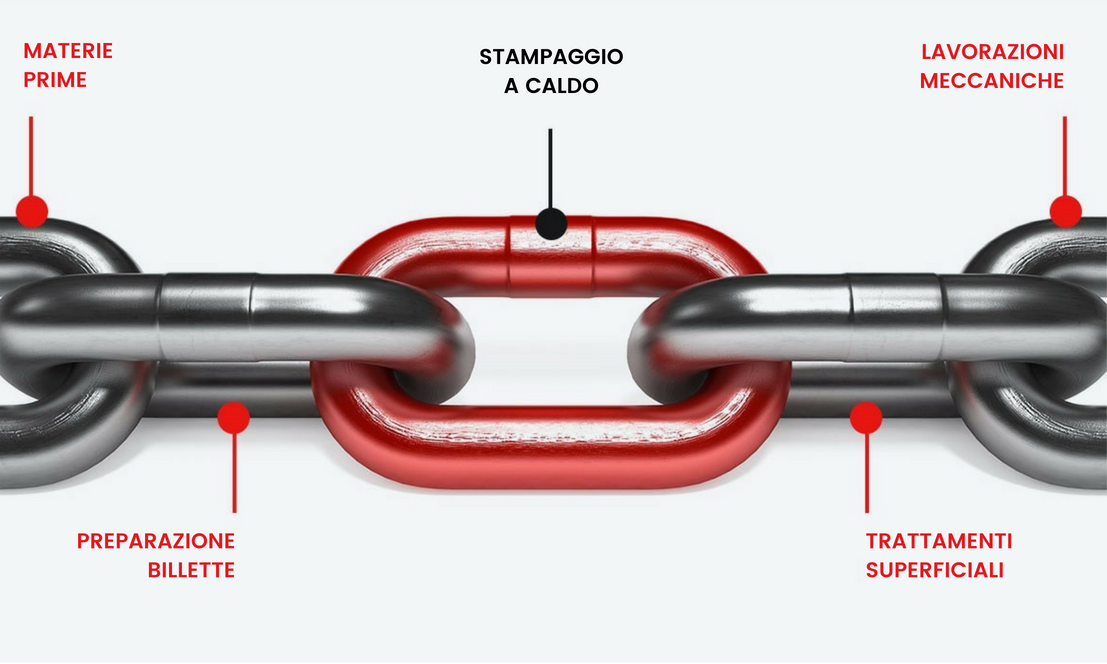
Una linea di produzione integrata è come una catena e tutti gli anelli devono essere ugualmente forti:
la scelta delle materie prime (bronzo, acciaio, alluminio, rame, titanio), la fase di preparazione delle billette (grafitatura, riscaldo, cesoiatura), le lavorazioni meccaniche ed i trattamenti superficiali ed ovviamente la fase dello stampaggio a caldo. Mecolpress che progetta, costruisce ed installa presse meccaniche, idrauliche, a vite, per lo stampaggio a cado dei metalli dal 1969, può essere il punto di collegamento migliore per la tua linea di produzione.
co-engineering

01.
Analisi del processo di forgiatura
Il primo passo per la definizione di una commessa è lo studio del processo di forgiatura.
Mecolpress analizza e simula il processo di forgiatura proponendo, se necessario, accorgimenti progettuali sul pezzo stampato che permettano di ridurre materiale impiegato e fasi successive di lavorazione.
02.
Definizione strategia di forgiatura
Attraverso l’utilizzo del programma di simulazione numerica Deform, Mecolpress può definire la “strategia” di forgiatura migliore per ottimizzare il flusso del materiale e minimizzare le difettosità.
Il processo è condiviso con il cliente perché obiettivo di Mecolpress è da un lato cucire l’impianto sulle effettive necessità e dall’altro collaborare per ottenere processi di forgiatura e lavorazione più snelli.
03.
Configurazione della strategia
Questo tipo di approccio permette di sfruttare appieno tutte le potenzialità offerte in particolare dalla nuova linea di celle di forgiatura flessibili della serie ME.
è possibile gestire a piacimento velocità di ingresso variabili, pre-start punzoni, posizioni multiple di stop ed estrusione inversa con il punzone permettono di ottenere risultati altrimenti irraggiungibili con macchine tradizionali.
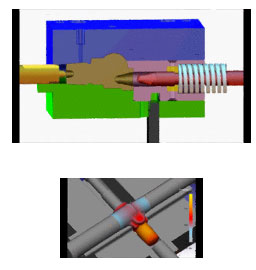
Esempio di Co-Engineering
Nell’esempio la forgiatura di una valvola GPL con passaggio da stampaggio tradizionale con bava a forgiatura “flash free”. Il risparmio di peso è pari al 25%. In particolare la flessibilità di azionamento dei punzoni ha permesso di realizzare uno stampo unico nel suo genere: un tassello viene spostato e bloccato in posizione dal movimento di due punzoni con movimento coordinato. A causa di sottosquadri presenti nel pezzo sarebbe stato impossibile forgiare la valvola senza bava su macchine meccaniche.

Esempi di simulazione numerica
Le strategie ottimali di forgiatura sono definite insieme al cliente dopo avere simulato l’azione delle macchine.