Die Lubrication in the new generation of presses
In the most modern presses, like the continuous cycle eccentric SEO-CVE-CS or the hydraulic presses of the ME range:
- The mix oil+graphite is “pulled out” by the compressed air exiting the spraying point.
The lubrication fluid and the air are flowing in two concentric pipes, from the distribution blocks of the single lines to the application or spraying point.
For each of the points, the control is independent and it is therefore possible to decide for each one, from the operator panel:
- How long to spray air only (for example to reduce the temperature of the die and clean it from small burrs);
- How long then to spray air and the oil+graphite mix;
- How long at the end to blow again air only, to spread the lubricant and avoid thick deposits.
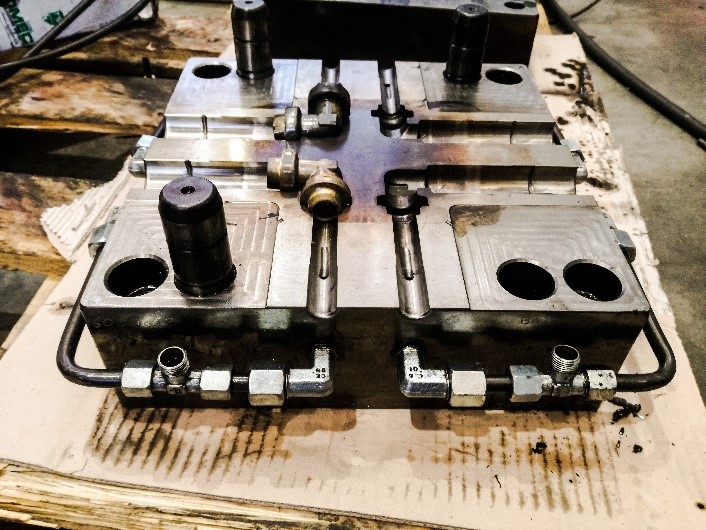
- The lubricant reach the application point through the press structure, the base (subpress) onto which the die is positioned, and through the die itself, all of them foreseen with channels and holes to reach the right points without losses and without spraying where it is not needed.
- Having the lubricant flowing through the machine and the die allow high time saving, because there is no more the need to reposition the and re-bend the singles pipes.
A modern and well thought press must in any case always allow to work with the pipes (Read previous article), that are still useful in case of work with third parties dies, or small batch testing with older dies.
It is even possible to modify existing dies, at the purpose to improve the performances and the precision of the lubrication, and adapt these for less modern machines to have internal lubrication channels.
Furthermore, from the operator panel, it will be possible for each lubrication point, to select if it should work as:
Upper die lubrication point;
Lower die lubrication point;
Punches lubrication point.
Each one of these settings offer specific pre-programmed activation conditions, each single point with its working time for air blowing, oil spraying…
Moreover, in our hydraulic presses ME the lubrication fluid is kept mixed and if necessary heated up in the power unit tank.
It is also important to know that the distribution line is built as a ring.
What does it mean? That the lubricant is always moving in the pipes, and it is therefore excluded every possible problem like lines clogging or lubricant cooling down too much, because the fluid is not staying in the pipes waiting for a valve to open, but continuously run around.
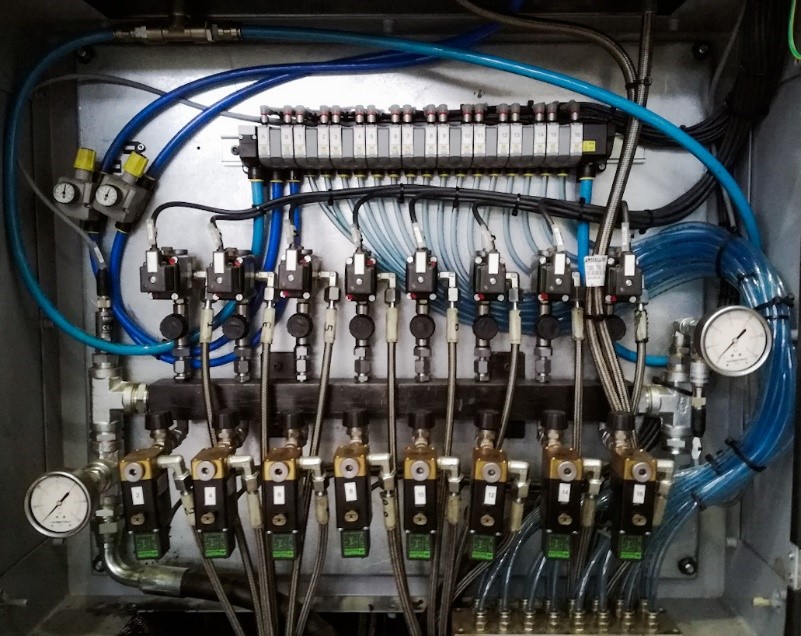
Moreover, there are control manometers at the beginning and at the end of the line, to keep the pressure at a constant level independently from how many spraying points are activated simultaneously.
ADVANTAGES OF THE LUBRICATION SYSTEM:
- Less waste of lubricant materials;
- Tool set-up time extremely reduced;
- Zeroing of the possibility of wrong or imprecise position;
- The lubricant is always moving, it is not staying in the pipes waiting for a valve to open: it is therefore excluded every possibility of clogging of the line or cooling down too much of the fluid;
- The pressure in the circuit is kept constant thank to the control manometers.
All of this is thought to grant to your forging process the “right lubrication”.