HEAVY SERIES MECHANICAL PRESSES
Mecolpress, at the EMO exhibition in Hannover which took place last September, officially presented the new series of eccentric continuous cycle mechanical presses, the HEAVY series.
Based on the experience accumulated over 50 years of designing and manufacturing presses for hot forging metal, we have succeeded in creating a totally renewed mechanical press.
We are sure that our new project will mark the beginning of a new era for hot forging!
What are the main strengths of the new HEAVY mechanical presses?
-
- A structure that is certainly innovative and modern, more robust and designed to simplify control and maintenance;
- Fully revised die automation and lubrication;
- Our innovative hydraulic cushion, the Soft-Impact, which allows to achieve important results including for example the possibility of vibrations reducing;
- The updated version of our intelligent Calipso software, for the analysis of the production process and for predictive maintenance.
Let's analyse the features in detail:
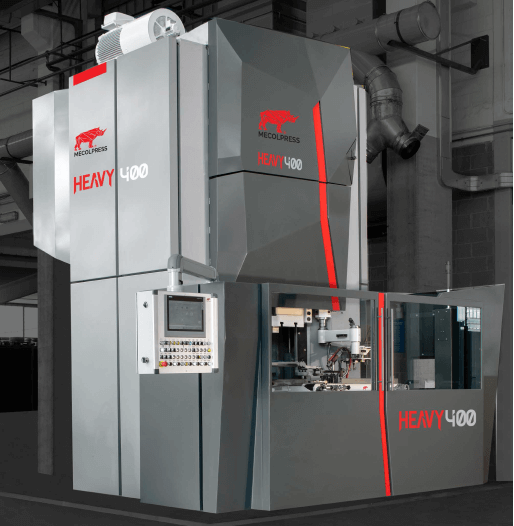
STRUCTURE
The structure of the machine is made in such a way as to separate the dangerous area (moving parts and die area) from the areas accessible to the operator for adjustments and ordinary maintenance, through front protections and soundproofing material casings, as required by CE standards.
Directly on the vertical part of the forging area, the fume extraction is obtained through metal ducts with connection to the customer’s centralized system.
The control unit for centralized lubrication of the press, the regulators of the pneumatic system and of the die lubrication system and the electrical equipment are inserted in large protected cabinets and easily accessible to the operator, not reached by the fumes and the oil of die lubrication .
The assembly of the main parts to the machine is designed to simplify inspection and maintenance.
COMMAND GROUP
It includes a compact transmission coaxial to the eccentric shaft including:
– Combined flywheel and reduction unit;
– Combined Hydraulic Brake-Clutch Group, equipped with progressive piston to mitigate shocks and transmission vibrations due to engagement and braking;
– Control valve of the Brake-Clutch group with progressive engagement and braking control;
– Double gear coupling between eccentric shaft and transmission to avoid the transmission of shocks from the crank mechanism to the control unit;
– Main motor with encoder and closed loop control, allows the slow movement of the press for tooling, “Inching mode”.
The flywheel motor system has been completely revised to obtain better resolution and precision in speed control, greater reactivity in the recovery of energy after forging.
A safe speed limit control is foreseen with open front protection, during the set-up phases and a check of a possible excessive slowing down of the machine (for example due to a too large billet).
The motor cooling is constantly ensured regardless of the motor speed, this allows to always guarantee maximum performance.
We have provided an interesting option: the energy that the motor returns to the inverter during the slowdown phases, is put back into the network and not dissipated in heat; in practice it translates into a lower consumption of electricity!
SLIDE
Also the slide has been revised, we have foreseen a motorized adjustment of the vertical light and an extraction bar with hydraulic control.
The sliding skids are oriented radially to the machine axis to reduce the variation of the tolerances with changing temperatures.
The hydraulic system for protection against overload is also inserted in the slide, which is essential for forging on the bottom.
GE EQUIPMENT
– Possibility of mounting the lower punch also with “SOFT IMPACT” cushion,
– Water cooled upper die holder,
– Up to 8 points of lubrication from the lower die holder,
– Up to 4 points of lubrication from the upper die holder,
– Easy equipment change. It is extracted by unlocking the top with pistons that allow extraction on a ball guide.
– Possibility of mounting the motorized adjustment of the punch stroke.
For the HEAVY400 the GE26 is foreseen, which has the following specific features:
– Dies 290 x 290 mm
– 110 mm punch stroke
Thanks to our Extruder Group you can save up to 40% of the material compared to the full forging modes! Check out the details here
“SOFT IMPACT” CUSHION
1000 kN hydraulic cushion with complete electronic management, it allows to check the punch height, in addition to limiting the mechanical shock due to the impact between the dies.
The Soft Impact cushion is an important innovation that we have been making for a couple of years, and that is proving to be truly appreciated. Read here to learn more about how it works.
BRCE LOADING DEVICE
The 2-axis rotary loading arm driven by brushless motors has the load angle of the clamp at 45 °, aligned with the dies centre;
The 400 mm vertical stroke allows you to manage any type of equipment without manually changing the position of the arm.
PBSE DISCHARGE DEVICE
The discharge chute has been designed to avoid dents to the forged part; driven by a motor brushless, the unloading arm allows automatic adjustment of the position.
DIE LUBRICATION
We have provided up to 20 lubrication points and 2 dies blowing points, an open and flexible configuration for each type of die and tool.
Also interesting is the possibility of adjusting the amount of oil from the panel, without need of manual adjustments on the machine and on the control unit.
From every point it is possible to blow air to clean / cool the die before every lubrication.
The press is able to warn in advance when it is necessary to fill the hydraulic unit, in order to avoid a machine stop due to lack of fluid.
A digital sensor allows the control of the fluid temperature, the operator can start the production only when the oil is at the correct temperature, an essential requirement for a correct and constant lubrication.
An inverter for pump speed adjustment prevents overpressure peaks and oil dripping when the pump starts with oil still cold; automatically adjusts the oil flow rate according to the quantity needed for use; prevents overheating of the oil in the control unit.
Our lubrication system, unlike the systems marketed up to now, eliminates the problem of the quantity of oil usable for each individual nozzle.
Competitive lubrication systems load a limited amount of oil into a tube and then blow it off with compressed air.
This ensures that 70% of the sprayed lubricant is used only in the first moment of lubrication, while in the remaining cycle the quantity of lubricant decreases until it is completely zeroed.
On the other hand, our lubrication system allows continuous and constant mixing directly at the exit point of the pipe, through our system we can cool and lubricate the dies from the same pipe without affecting the programmed oil quantity.
ELECTRICAL CONFIGURATION
The 24vcc circuits are protected by auxiliary electronic devices, able to provide a quick diagnosis of any short circuits or overloads (also through Teleservice).
This is a very interesting aspect because it allows a greater reliability of the system and a service life up to 10 times greater than normal technology!
The cables are in PUR, protected by steel sheaths and silicone protections against flames, specific for use even in environments deemed aggressive.
OPERATOR INTERFACE
The Operator Panel is a 15 ″ Siemens Touch Panel to better manage machine data, you can save up to 1000 recipes! And have an alarm history with up to 10,000 events.
Obviously, through the proper configuration of our software, you can receive valuable reports to carry out preventive maintenance.
Another practical example is the notepad function, thanks to which the operator can then write important information and his personal notes, added to each production recipe.
It is possible to obtain a production report, a secure management by 4-level password with autologon function, and much more.
Finally, the movable panel allows close controls on the machine, possibility of movement and programming with front or rear open protection, close to the die (eg die lubrication).