Mecolpress range of presses
For metals hot forging it is possible to use both mechanical and hydraulic presses. Mecolpress proposes high-tech and of different types machineries in order to satisfy nearly all production needs.
Mecolpress presses are indicated for copper, brass, steel, titanium and aluminum hot forging.
Mechanical presses
Among Mecolpress hot forging mechanical presses there are eccentric mechanical presses that are classified according to the nominal force. SOV model for vertical forging: they require an average energy consumption and are characterized by their high productivity. Instead, the SEO presses are developed for the forging of parts with coring and are divided in:
- SEO: (at single cycle): presses for forging with horizontal coring, high energy, medium Productivity
- SEO- CVE/CS: (at continuous cycle): presses for hot forging with horizontal coring, high energy, high Productivity
- SEO-F: (a ciclo singolo): (at single cycle): presses for forging with vertical coring, high energy and medium productivity
Another type of mechanical press offered by Mecolpress is the screw press.
The screw presses are divided according to the screw diameter and there are three available models:
- TDS: direct control with electrical servomotor. The screw diameter goes from 240 mm to 525 mm.
- Dellavia: friction discs control. The screw diameter goes from 130 mm to 460 mm.
- Osterwalder: friction discs control. The screw diameter goes from 150 mm to 220 mm.
Hydraulic presses
Our hydraulic presses are part of ME series and are characterized by their dies closing force that goes from 100 to 500 Tons.
These are the tonnages we have realized so far, but we can realize tonnages with greater closing force, as well. The horizontal coring punches force goes at present from 30 to 350 tons and also in this case, upon request, it is possible to produce the machine with a greater force than the indicated one.
Presses for parts coining and calibration
Mecolpress offers to its customers that need presses for parts coining and calibration the knuckle joint press of PG series, that are characterized for their low stroke and very high productivity.
These are classified according to their nominal force.
Machineries for parts trimming:
Mecolpress trimming machines are classified according to nominal force, as follows:
- PO:trimming machine with single station, low productivity, generally used for manual loading, H structure. Tons from 10 to 60.
- S: trimming machine with multiple stations, provided with rotary station with hydraulic motor. It is characterized by a medium productivity rate and it is used for manual or by automation loading, H structure. Tons from 10 to 60.
- E: Trimming machine with multiple stations, equipped with rotary table with electrical motor, high-medium productivity, more suitable for loading by automation or robot, C structure. Tonnage from 10 to 60.
Thanks to the variety of offered machineries, our sales department can suggest you the press that best fits for your project according to the type of part to realize and according to the specific conditions in which the customer operates.
Metals hot forging process
Metals forging: hot or cold forging?
The forging by means of presses of metals commonly used for the industrial production, such as aluminum and brass, can happen in two ways.
- The first one is the cold coining, carried out, for example, on a piece that already has its own shape and that is forged through the press in such a way to calibrate it and to compact it. The cold coining is suitable, above all, for small size parts and for great production batches, such as screws. The most suitable machines for this type of process are our screw presses.
- The metals hot forging is different from the cold one because it allows to obtain high quality pieces by means of an important deformation of the starting material. With the deformation of brass, copper, aluminum by means of hot forging presses it is possible, indeed, to produce particular shapes, having very complicated structures as well. In order to achieve this forging, Mecolpress proposes, beyond the already mentioned screw presses, also the mechanical and hydraulic presses according to the different production necessities expressed by the customer.
Mechanical and hydraulic presses for the hot forging
The mechanical press can hot forge even complicated pieces. At the end of the process, the forged parts can often have some remaining flash that can be eliminated by means of a trimming machine, machinery that is part of the products range that we offer. The eccentric mechanical press with continuous cycle is recommended for the customers who have high production necessities, while the hydraulic press is more advisable for parts having very complicated shapes and that would require, otherwise, the usage of a lot of material. This type of press permits, indeed, a saving of the input material, so offering to the forger a good margin on the product cost. Moreover, by forging the parts by means of hydraulic hot forging presses, at the end of the productive cycle the parts range that can be produced without flash is much wider, thanks to a progressive and programmable application of the forces. Another characteristic of this type of presses is the flexibility, given by the wide number of available functions.
Hot forging line
For the metals forging a furnace that can be electric (induction) or gas furnace and a press are needed. This is the base productive line for the aluminum, brass, titanium and steel processing; line that can be upstream completed with a sawing machine that cuts the metal bar in billets and with a graphitizing machine, where the billets are treated with the graphite before these are inserted in the furnace, so that these absorb better the heat and that are kept lubricated. The graphitizing, that offers remarkable advantages from a productive point of view, such as a minor gas consumption in the furnace and a superior durability of the dies, is just fitting for some specific production typologies. It is not recommended, for example, for the production of parts that once forged, must be chrome plated or exposed to further particular treatments. Our sales department is at the disposal of our customers for suggesting the best forging line composition according to the product and to application field.
Hot forged metals
The customer’s choice for a specific press for his own productive cycle is based on the material typology used by the forger and on the shapes to achieve.
For the brass forging the hydraulic press is more fitting than the screw press, that is better for the forging of titanium and steel. The eccentric mechanical presses are used for all the metals, even for the copper hot forging. Our sales department is at disposal of our customers for offering the best technical solution for every specific productive situation.
For further information about hot forging machineries, please write us at sales@mecolpress.com

Soft-Impact hydraulic cushion for eccentric mechanical presses
A recent innovation by Mecolpress for eccentric mechanical presses.
Mecolpress proposes to equip the eccentric mechanical presses of an innovative hydraulic cushion, Soft-Impact.
Features:
- It is a real hydraulic cylinder with a stroke sensor on the shaft;
- Movements are fully programmable and controlled by means of proportional valves;
- Starts independently the down-stroke and then the punches move forward toward the die center before the upper die hits the lower one;
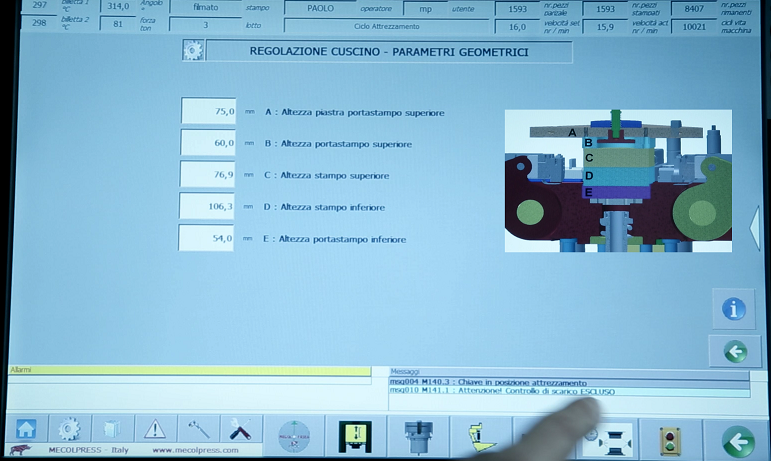
- Strokes adjustment from operator panel by simply inserting the desired dimensions and the data of die and die-holder heights;
- As alternative, the function “punches pre-start” allows the punches to move close to the billet before the die closes and the forging begins.
- Dedicated hydraulic unit, separated from the machine clutch one.
Thanks to the here above-mentioned features, the soft-impact hydraulic cushion allows the mechanic eccentric presses to achieve important results:
- Extremely simplified mechanical components;
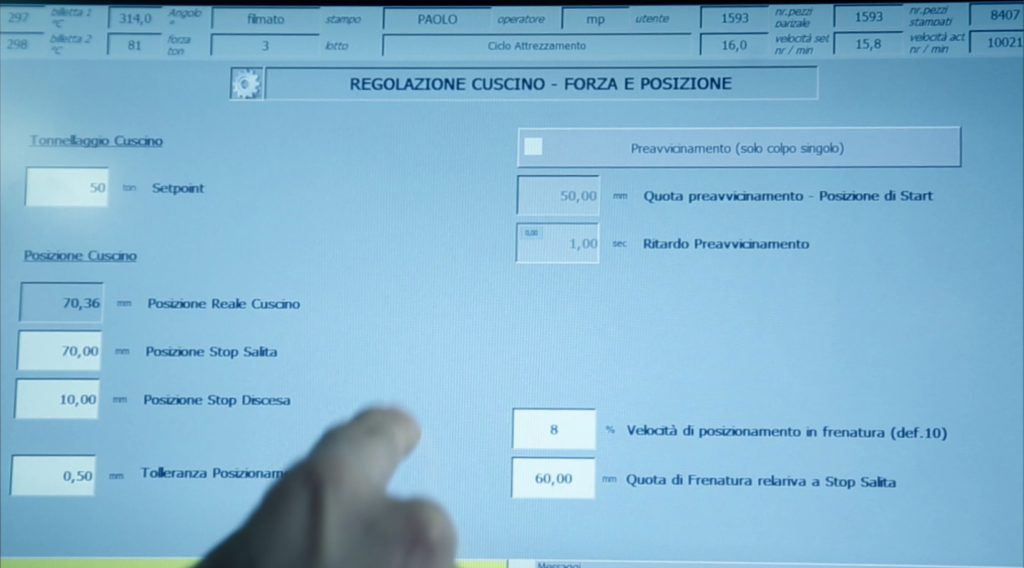
- Precise adjustment from the operator panel of the start, stop and braking quota; all set parameters are saved together with the piece recipe;
- The upper die does not crash violently against the lower one, because it “reaches” the second one while it is already in the descending phase;
- The control system automatically calculates the speed and the moment to start the cushion;
- When the material deformation begins, the punches are already in an advanced position decided by the operator (it can be saved in the piece recipe); when the die re-opens, the punches then go back beyond the quota of work start;
- Separate blocks modular system.
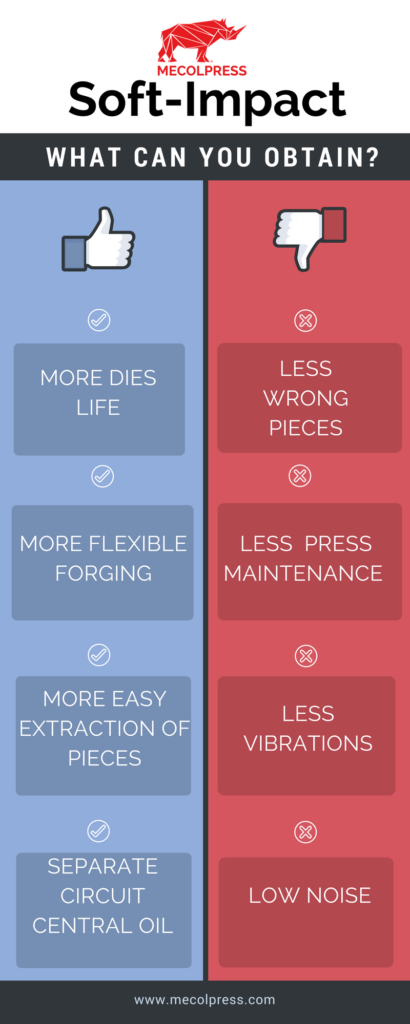
Benefits:
- Less and simpler maintenance;
- Ease of use, machine set-up and perfect repeatability of forging’s cycles;
- Reduction of vibrations, resulting in general benefits for the press and for the working environment;
- Reduction of noise;
- Increased working life of dies and pins;
- No complicated calculations or measures for the operator;
- Possibility of reduction of forging defects due to material that goes out along the empty punch channels and then is pushed inside by punches starting their stroke too distant;
- Ease ejection of pieces (having an extra back stroke) without penalizing the cycle time;
- The oil in the cushion control unit has its own independent circuit and does not mix with the clutch oil, usually dirtier.