
HOT FORGING PRESSES INTERVIEW WITH MECOLPRESS
Company manufacturing hot forging presses.
We report an interview of the digital magazine Easy Engineering of 28 April 2020.
Established in 1969, MECOLPRESS was founded as a manufacturing company of mechanical presses for brass components hot forging. Up to today, Mecolpress has developed and installed more than 1.950 presses, at over 400 customers all around the world, used for forging brass, aluminum, copper, titanium, steel. The current production site in Flero, in the highly productive area of Brescia, takes up a 30.000 square meters surface, 10.400 of them are covered and employees 55 people, reaching a turnover in 2018 of 11.5 million Euro.
In 2019, in occasion of EMO exhibition in Hannover, Mecolpress officially presented the new series of continuous and discontinuous cycle eccentric presses, the HEAVY series.
Easy Engineering: What are the main areas of activity of the company?
MECOLPRESS: At the beginning all efforts were concentrated on brass hot forging field; in the time, also through the acquisition of the historical brands Osterwalder and Dellavia in the screw presses section, the variety of machines that we design and produce is now so wide and complete to satisfy the most different requirements of the customers: for each specific material, shape and quantity to be forged, we are in the position to offer the most suitable solution.
Mecolpress is today the only company among the manufacturers of presses for the hot forging of brass, aluminum steel, copper, titanium, with a so complete production program.

Our present production program consists of:
- TDS: direct drive with electrical servomotor;
- Dellavia and Osterwalder: Traditional disc friction.
PG Knuckle joint presses
for calibration and coining of parts.
Presse Meccaniche Eccentriche
- SOV and SEO/F: for the vertical hot forging;
- SEO and HEAVY: for forging with horizontal cores, in single or continuous cycle.
for forging brass and aluminum parts without flash.
- PO: single station;
- S: multiple station, rotary table with hydraulic motor;
- E: multiple station, rotary table with electric motor.
In addition, Mecolpress is particularly active in after-sales service. The heart and pride of Mecolpress is its large spare parts warehouse, which is able to supply accessories or spare parts for machines produced fifty years ago. For this reason, in addition to the sale of machinery, there is a wide activity related to the service and supply of accessories (such as tools, arms, spare parts, etc..).
E.E: What’s the news for 2020 about new products?

MECOLPRESS: At the end of 2019 Mecolpress presented at EMO fair in Havvore a brand-new series of eccentric presses, named HEAVY, which defines a new standard for the hot forging of brass.
A machine concept that offer highest durability and reliability together with an innovative software system that allows the maximum control on the process and the a very easy operation.
E.E: What are the ranges of traded products?
MECOLPRESS: As a manufacturer with an own wide range of products, the additional equipment that we simply trade is limited to ancillary machines, to offer complete forging lines (delivering a finished part from the input of a raw material bar) to those customer that prefer to have a turn-key plant from one source.
Typical traded machines are: billets heating furnaces, forging dies, sand blasting machines.
E.E: At what stage is the market where you are currently active?
MECOLPRESS: Since our machines are dedicated to a very wide panorama of applications (from house building to automotive, from gas control to biomedical) there are always new developments in these sectors.
This is for us very stimulating because we are constantly involved in the design of new solution, to support our customers with the most suitable equipment to manufacture parts that are chancing in the shapes, in the alloys and in the technical requirements.
E.E: What can you tell us about market trends?
MECOLPRESS: In the past our customers were mainly subcontractors, producing many different kinds of parts for the most differentiated OEMs. We see now more and more companies that are interested in bringing back into their own activity the hot forging process, to have full control over the entire production line. And also, the subcontractors that still exists, are increasing in size, in capability, and in specialization: they are requested to be much more accurate, reliable, more flexible and fast in changing production and technologies.
For these reasons, the machines that both our customer types (the subcontractors and the OEMs) need, are machines that can easily switch from one application to the next, and that can record and control really in depth every aspect of the production process. The user is therefore becoming more an engineer, that study and program the process in advance and then let the machine run autonomously, instead of an operator that has to stay full time at the machine, checking and adjusting the settings.

E.E: What are the most innovative products marketed?
MECOLPRESS: As above indicated, one of the most innovative products that we offer today is the new range of Heavy presses.
In parallel to this, we are widening the offer for the ME hydraulic presses which are designed to forge net shape parts. These machines are extremely versatile, can communicate in two directions with the company ERP software to exchange production data, recipes, preventive maintenance information. And are also able to automatically detect a non-conforming product and separate it from the good ones. This makes the ME forging presses a fully automatic system, that does not require operators to work but also does not need regular presence of quality control staff to check periodically the output.
E.E: What estimations do you have for 2020?
MECOLPRESS: At the end of 2019 we planned a very aggressive budget of sales for the 2020, and supported it with several activities and strategies, from the participation to many international shows, to the production of machines for stock, to grant to our customer very fast deliveries.
Unfortunately, due to the Covid-19 virus spreading, many commercial activities had to be reprogrammed or postponed. We are now investigating the world markets to assess what will be the customers’ propensity to invest for the remaining months of this year. We are very optimistic that we will in any case be able to reach most of our targets also thank to the availability of machines in our workshop, which is allowing us to complete deliveries in this year of machines ordered in the second and third quarter.

Another company based in Brescia chooses Mecolpress hydraulic presses.
With regularity and continuity, Mecolpress gains new Italian customers, the hydraulic press is confirming to be the winning choice.

Case Study: How we acquired the latest customer from Brescia
We report the case of a new customer based in Brescia that we have just acquired, an interesting case study to understand which are the necessities of the companies working in the hot forging sector and how Mecolpress provides answers.
It is the case of a company established in the international market for the very high quality of its production, consisting mainly of mini valves, valves and fittings for the sanitary and heating sector. This company has its own brass hot forging department, developed to cover the 100% of the forged parts needs; the recourse to very few and highly selected external suppliers happens just in case of particular peak of volumes.
The presses equipment of this company consists of 5 machines, always full of work: 3 more traditional and “dated” (eccentric mechanical presses of the historic producer Rovetta, that now no longer exists) and two more recent little hydraulic presses of a particular type, proposed by an European producer.
Knowing better the company, now customer of us, we could appreciate right from the beginning some undisputed features:
- Advanced transfer machines;
- A working method focused on the precise and deep knowledge of all the productive processes;
- A forward-looking vision on the continuous training of all the personnel that is involved with the management regarding the strategic decisions and that creates a uniform a close-knit group;
- A quality department having knowledge, methodologies and instruments not only for the examination of the parts but also for the evaluation of the method used for their production.
During various meeting both at customer’s and Mecolpress site, we had the opportunity to present them our complete range of presses and in particular the functionalities of our hydraulic presses of ME series.
Mecolpress method
The customer wanted to test us, taking advantage of the Mecolpress strategy of having a selection of presses almost ready for delivery, for carrying out forging simulations with two parts of their production range on the specific press of their interest.
The result was that, thanks to the constructive collaboration of both teams (the customer and the Mecolpress ones), in just 9 weeks from the decision of beginning with the simulations, we could:
- Carry out the forging simulations of the two parts to be tested;
- Manufacture the related forging dies;
- Carry out forging tests with two dies (in manual and in automatic cycle, since Mecolpress has 2 high-performing push-type gas furnaces;
- Dismantle and demolish one of the old presses of the Customer;
- Deliver at customer site in Brescia a new ME150/4G62 hydraulic press, exactly the same one the customer saw and tried.
Why the company under consideration chose Mecolpress?
We thank the customer for the trust and for having tested us, and we are particularly proud that even they, as other customers, after having bought and used the hydraulic presses of our competitors, have chosen to purchase Mecolpress for the future.
The decisive points for this new positive result are in short:
- Mecolpress can offer to the customer not only any kind of new presses, but also exceptional expertise in the maintenance of old presses, of other manufacturers (in this case Rovetta).
- Mecolpress hydraulic presses, both for mechanical and construction project and for extremely developed software, offer to the user an incomparable ease and usage flexibility.
- Choosing Mecolpress, the possibility to conclude an investment in very short time, and to see it becoming rapidly productive; who wants to invest has no time to wait and must be helped to be competitive as soon as possible!
Would you too like to try a forging simulation?
Don’t waste your time,
test us!

Mecolpress hydraulic presses solve problems
Choosing the hydraulic presses of ME series for brass hot forging not only gives a technical advantage, but it can also represent a competitive advantage for your Company for the responsiveness on the market and for the speed your Company can reacts with to the unexpected necessities of the market.
This is the case of a customer of ours, Italian, based in Brescia, brass forger as subcontractor supplier for many years, with an increasing success thanks to the long experience of both the Company management and of the people in charge of the productive departments, first and foremost the brass hot forging one.
Experience and availability anytime
For years, quietly, without overdoing, but with perseverance and professionalism, our customer could manage optimally the different situations of the group, between forging and mechanical machining. Even if he is always looking for the hardest, most technical and logistic challenging orders, he could gain his position of full respect in the panorama of subcontractors (that are many in our province).
And in order to keep a high level of service and to receive in return a high loyalty of the customers, sometimes it is necessary to be able to take important decisions, in a very short time.
It happened so: in mid-November 2018, 15 days after they ordered us a 450 tons continuous cycle mechanical eccentric press, our customer had a meeting with one of his most important German customers, a very well-known company in the heating sector and civil hydraulic plants, who put on the table a series of new parts, in a brass alloy they invented, for which no one had forging experience.
In short, a challenge for our customer:
“These are the new parts to produce, the sizes go from the small junction to the one that weights various kilos, and if you want the order you must be able to produce the whole range, and be ready to start in very short time”
The customer came to us asking indications on the forging technique for this alloy with high copper content, in order to know which press and which energies are necessaries, but also which furnace and which temperature would be necessary.
Our reaction was making available what we always have in our company, since we are always ready for these eventualities: hot forging presses, induction and gas heating furnaces, and obviously all the collaboration of our staff. We immediately organized some forging tests and realized first samples of the parts: thanks to Calipso system for process data collecting and analysis, our customer could understand which forces and temperatures are needed for forging this special copper alloy.
Last minute solution of Mecolpress
All this process has also led to understand that the new press just ordered by our customer would not be suitable for these products, that in order to be efficiently forged, need an accurate check of the material flow in the die.
The solution? Turning the order of an eccentric press at continuous cycle into a hydraulic press of ME series, that thanks to its construction technology and to a sophisticated software, permits a total programming of the forging process.
Moreover, at Mecolpress the hydraulic presses are available with very short delivery time, even starting from 4 weeks for some models. This happens because, with the market experience we have accumulated in years and after many sold presses, we are able to anticipate the customer’s needs and to have quite ready the presses we will sell in the future.
Then, our customer could go back to his German customer and confirm him that just in 3 months from the date of their first meeting, he would be able to satisfy him, with a new forging line, at high technology, dedicated to his product and able to grant the quality of the forged parts.
A won challenge for our customer, and a satisfaction for us for having helped him and to reinforce his imagine of supplier of very high reliability among his customers.
Are you also in such a similar situation and do you have to face new requests presenting some criticalities?

Hot forging of the brass without flash, a success case
Brass hot forging and its application sectors
The hot forged brass pieces are used in many sectors, including, for example, clothing and constructions industry. The belt buckles, the zippers and door handles are all examples of parts produced with this material and obtained through hot forging presses.
Among the different application sectors, however, the one that sticks out mainly is the fluids control and hose fittings sector.
- Taps and fittings pieces,
- Valves for LPG tank and high-pressure gas,
- Ball valves for water, gas and oil,
- Watermeter bodies,
- Junctions for both the normal and floor heating, these are all brass pieces.
This type of product is currently affected on the market by a very strong competition of the Countries in which the manpower is cheaper and where probably in some cases a brass alloy is used that responds mainly to the local necessity and to the temporary availability, rather than to satisfy the international quality standard. To produce this kind of pieces in Europe, saving competitivity on the market represents therefore a challenge for many companies.
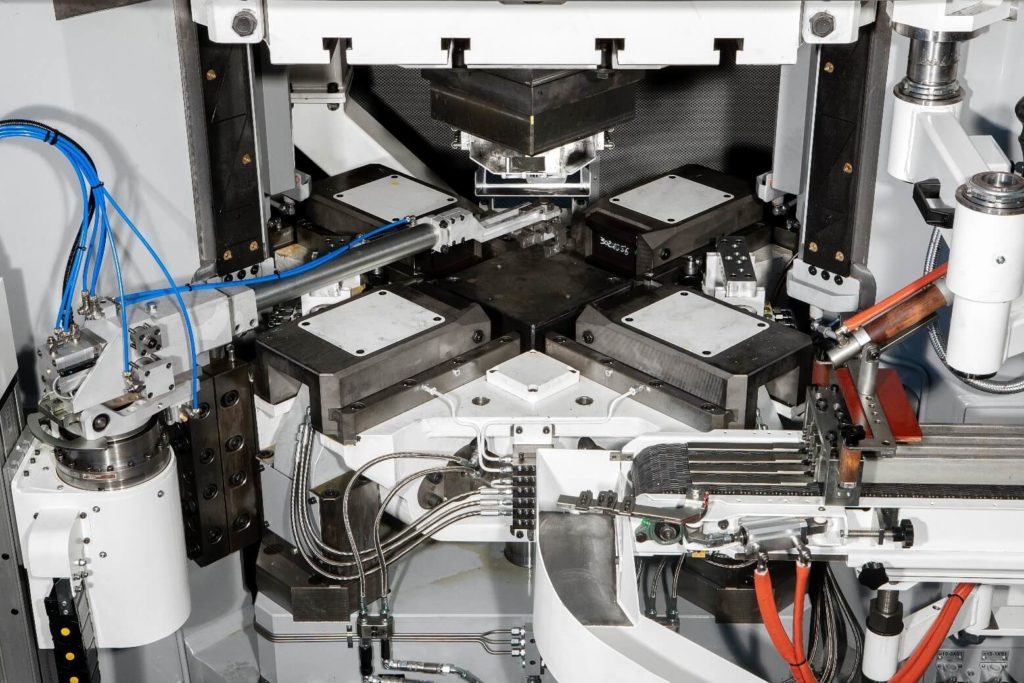
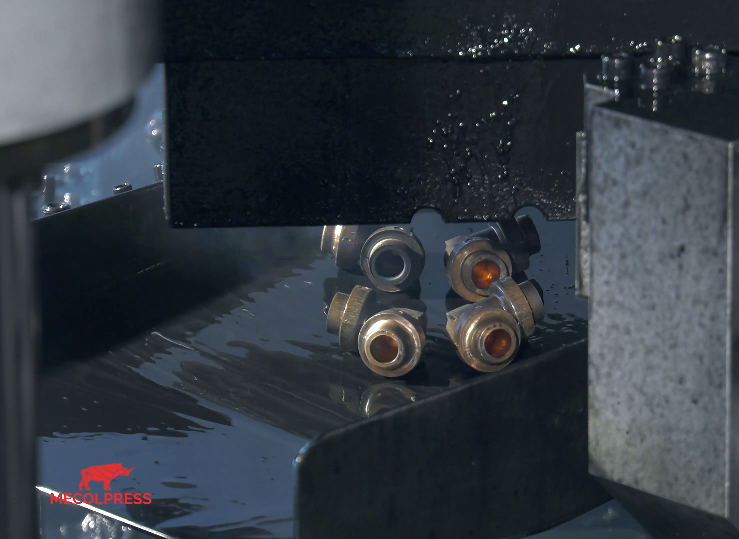
Hot forging without flash four brass parts at the same time
Speaking with a customer of ours who has the productive headquarter in Europe and who produces brass pieces, we could experience his real difficulty to remain on the market. From here comes the idea to find a solution that could allow him to increase the productivity and to reduce considerably the wasting material for sparing on the costs.
Our staff in collaboration with the technical office of the customer has identified then two different dies: one for the production of a hose junction connection and another for a curve of 90°. These new dies have been developed to take advantage of the potentiality of our hydraulic presses of ME serie of forging without flash and the result was to forge 4 parts at the same time.
In order to obtain this result, it is necessary to provide one of our standard hydraulic presses, such as the ME250/4G100, with some optional accessories (including also the billets loading system), that are conceptually simple but extremely well-performing.
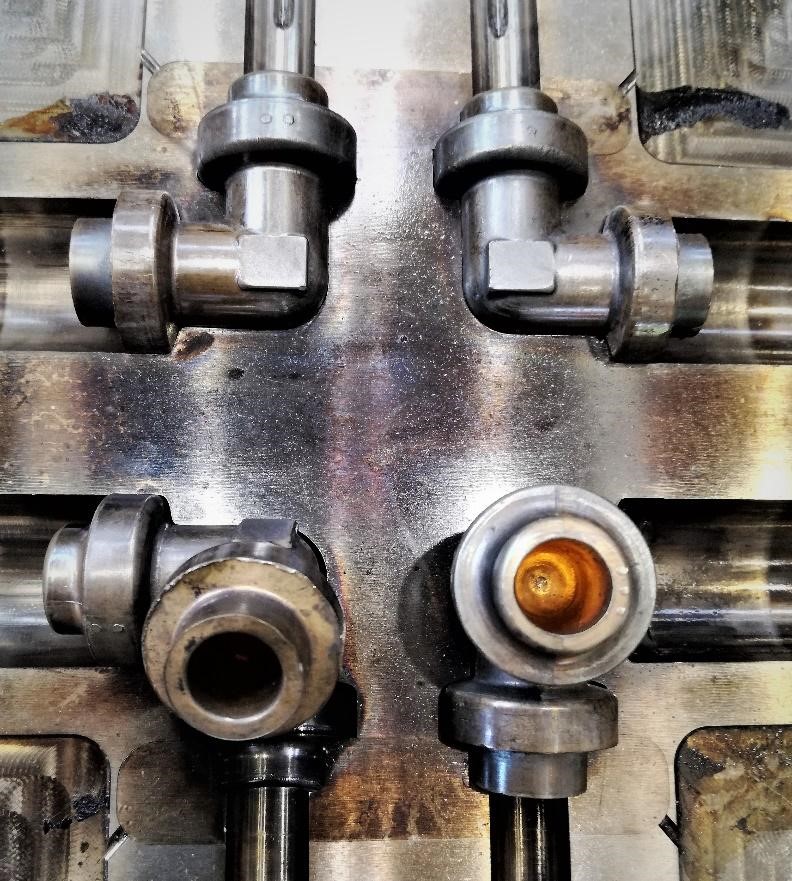
This system is different due to its strongly innovative characteristic, since at the moment just the Mecolpress presses can provide this result (forging 4 pieces at the same time without flash) that surely brought great advantages also to our customer in terms of marginality on the product cost.
Through this specific press for the brass forging, it is possible to produce 4.500 parts at hour on average without flash.
This case study shows how it is possible to find solutions in the concrete and proactive collaboration with the customer that satisfy in the best way the specific productive necessities of that company and for its own specific interest.

The new Hydraulic Press 4.0 technology Intelligent Manufacturing
Discover the Benefits of Intelligent Manufacturing with Mecolpress Hydraulic Presses - Technology 4.0
Returning from the EMO Fair in Hanover, our new hydraulic press ME 100.
Mecolpress has always been part of this event, and this edition has also been an important event for us, where we met many visitors from all over the world.
The digitization of industrial production has been the leitmotif across all Emo 2017 booths.
Industry 4.0 is a major process of global interest and also Mecolpress has presented its new ME100 hydraulic press, offering solutions for Industry 4.0 and integrated production.
La nostra nuova proposta è una pressa idraulica compatta SuperVeloce per la forgiatura di pezzi complessi a basso peso che assicura un altissimo livello di produttività, possibilità di stampare parti con forature multiple, forgiatura in singola o doppia figura, in verticale, in orizzontale e con ogni angolo billetta.
Our new proposal is a super-fast compact hydraulic press for the forging of low-weight complex parts that ensures a high level of productivity, the ability to forging multi-punched parts, forged single or double shape, vertically, horizontally and with each billet angle.
Mecolpress has developed this innovative machine, which will become part of the well-known series of presses ME, will have the code ME100-4L-30. This machine responds fully to our customers’ Industry 4.0 requirements and the general market for a press that features high precision features along with flexibility, ease of configuration and control of the production process.
Another important news was The brass bars heating+shearing furnace GBH5000, which allow great precision and modularity, in fact to connect both to new and existing presses, hydraulic, mechanical and screw.
Like all our ME series hot-press hydraulic presses, the new ME100 also allows you to control the speed, sequence, stroke and strength of each punch, enabling some of the most complicated forms to be forged flash-less.
The production phases are programmed and monitored to get the best shape.
Read more about the 4.0 requirements of our machines..
Mecolpress also puts you at your disposal a powerful production analysis software tool that allows you to perform statistical analysis of the forging process. This greatly reduces the waste of time and resources due to the production of non-conforming productions.
Read more about our software Calipso Statistical Process Control.
We are very pleased with the success of the news we have presented, but we are already committed to new extensions of our range of presses and also accessories for special applications. Follow us to stay up to date.
We thank all the visitors and the staff who took part in the event. We remind you of the next appointment:

The presence of Mecolpress at EMO2017
Mecolpress is constantly participating in EMO at every edition of this event, and this year will bring to the fair its most important innovations that will attract the interest of thousands of visitors.
Especially Mecolpress will show EMO2017 for the first time a newly conceived product, a compact hydraulic press for the forging of complex low-weight pieces that ensures a high level of productivity thanks to the different single or double forging solutions that ensures at each corner.
Mecolpress has developed this innovative product that will enrich the lucky series of ME presses ME100-4L-30, based on the many expectations of its customers and the market in general towards a work center that could present high-precision features along with flexibility, ease of configuration and control.
Other innovations that will be presented at EMO2017 are the GBH5000 stand-alone ovens that allow great precision and modularity, effectively connecting to both new and existing presses, hydraulic, mechanical and screw, of Mecolpress or any other manufacturer.

The new hydraulic press with heating-cutting bars online
Presentation of new hydraulic press ME100 / 4L30 with with very high productivity,
Heated+Cutting Bar on-line
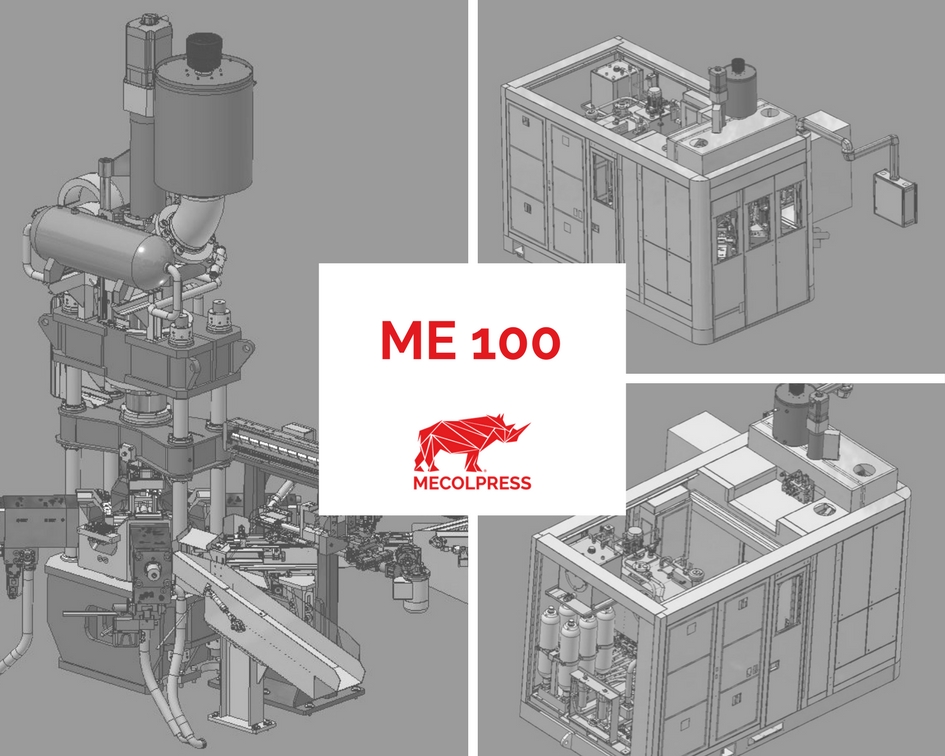
The new compact hydraulic press ME100-4L-30 dedicated to the forging of complex shapes with low weight, with extremely high productivity.
The new machine is an evolution of the well-known and appreciated Mecolpress ME hydraulic machines, installed and working all around the world, from Japan, through Korea and China, up to Germany and Italy.
Features:
- Multiples coring possibility, single or double shape forging (parallel or head-to-head), in vertical, horizontal and at any angle.
- Advanced motion solutions to grant highest speed and the most precise control.
- Designed with focus on fast set up and easy access, maintenance and cleaning.
The brass bars heating+shearing furnace GBH5000 is what the market is since long waiting for:
a bar heating furnace, that at the same time can shear into billets, built as a stand-alone unit.
Advantages:
– independent from the press, as furnaces have always been: can be connected to new or existing presses, hydraulic, mechanic or screw presses, and loading automation, of whatever brand;
– allow the user the best flexibility in the production organisation and company development;
– for all lengths of bars up to 5 meters;
– no problems with small diameters;
– no damaging of the brass grain structure because of long-time high-temperature heating.
We will preview the machine at EMO 2017, follow the event.

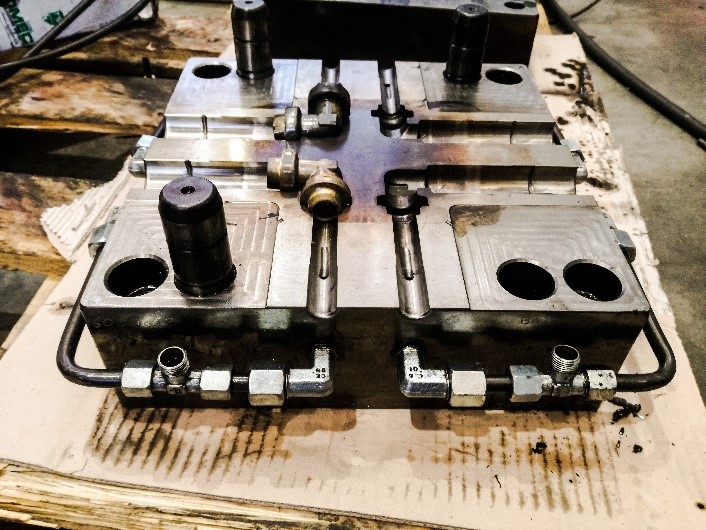
Die Lubrication in the new generation of presses
In the most modern presses, like the continuous cycle eccentric SEO-CVE-CS or the hydraulic presses of the ME range:
- The mix oil+graphite is “pulled out” by the compressed air exiting the spraying point.
The lubrication fluid and the air are flowing in two concentric pipes, from the distribution blocks of the single lines to the application or spraying point.
For each of the points, the control is independent and it is therefore possible to decide for each one, from the operator panel:
- How long to spray air only (for example to reduce the temperature of the die and clean it from small burrs);
- How long then to spray air and the oil+graphite mix;
- How long at the end to blow again air only, to spread the lubricant and avoid thick deposits.
- The lubricant reach the application point through the press structure, the base (subpress) onto which the die is positioned, and through the die itself, all of them foreseen with channels and holes to reach the right points without losses and without spraying where it is not needed.
- Having the lubricant flowing through the machine and the die allow high time saving, because there is no more the need to reposition the and re-bend the singles pipes.
A modern and well thought press must in any case always allow to work with the pipes (Read previous article), that are still useful in case of work with third parties dies, or small batch testing with older dies.
It is even possible to modify existing dies, at the purpose to improve the performances and the precision of the lubrication, and adapt these for less modern machines to have internal lubrication channels.
Furthermore, from the operator panel, it will be possible for each lubrication point, to select if it should work as:
Upper die lubrication point;
Lower die lubrication point;
Punches lubrication point.
Each one of these settings offer specific pre-programmed activation conditions, each single point with its working time for air blowing, oil spraying…
Moreover, in our hydraulic presses ME the lubrication fluid is kept mixed and if necessary heated up in the power unit tank.
It is also important to know that the distribution line is built as a ring.
What does it mean? That the lubricant is always moving in the pipes, and it is therefore excluded every possible problem like lines clogging or lubricant cooling down too much, because the fluid is not staying in the pipes waiting for a valve to open, but continuously run around.
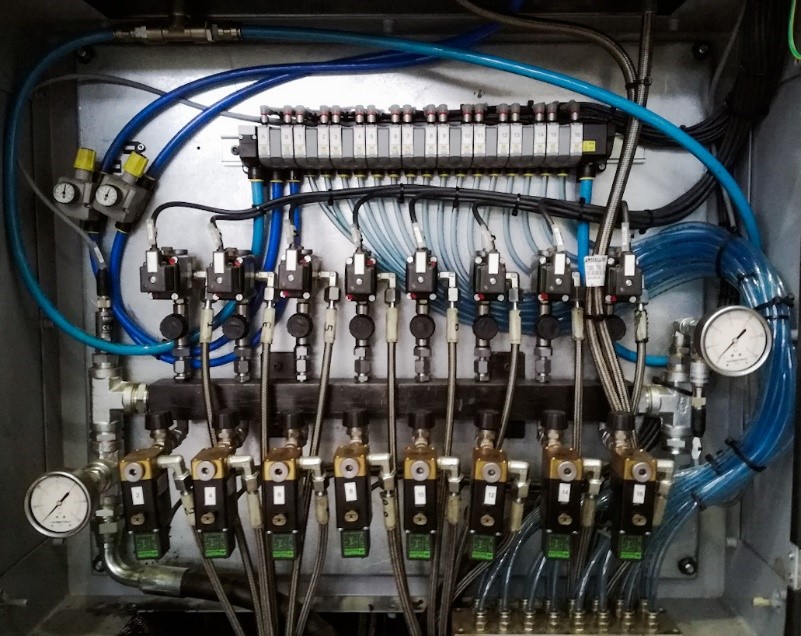
Moreover, there are control manometers at the beginning and at the end of the line, to keep the pressure at a constant level independently from how many spraying points are activated simultaneously.
ADVANTAGES OF THE LUBRICATION SYSTEM:
- Less waste of lubricant materials;
- Tool set-up time extremely reduced;
- Zeroing of the possibility of wrong or imprecise position;
- The lubricant is always moving, it is not staying in the pipes waiting for a valve to open: it is therefore excluded every possibility of clogging of the line or cooling down too much of the fluid;
- The pressure in the circuit is kept constant thank to the control manometers.
All of this is thought to grant to your forging process the “right lubrication”.
Hydraulic Presses – Parameters
The machine can control several process parameters and through these can manage the logic of defect pieces or generate statistical analysis with the recorder values.
The most important parameters are:
- Temperature of the billets to be loaded: a stable temperature of the billets grant a a constant forging quality and has direct influence on all other forging parameters.
- Coring punches penetration time: it is a good marker of the correct execution of the forging process, being directly connected to the energy required by the piece during the whole penetration stroke.
- Punches real penetration force: gives information similar to the coring punches penetration time, and is influenced by the same parameters.
- Final position reached by each punch: it is the most important parameter to judge if a piece is good or must be scrapped. Excess or lack of material are actually influencing this position, as well as loaded billet with not-correct temperature.
The ME Series machines have all features to be competitive in a controlled, modern forging plant, and perform best on medium and small production batches. These machines can be equipped with gas, or even better with induction furnaces, and with these are suitable to forge diversified materials: brass, aluminium, steel, copper, titanium. As an optional, dies thermoregulation units can be integrated with the machine.

Hydraulic Presses Mecolpress
Hydraulic presses are, by their nature, slightly slower than mechanical units of equal strength but have been designed to reduce batch change time. In particular, the system is equipped with the following features:
- Detection of the piece unloaded by means of piece weighing: a sensitive cell housed on the unloading arm weighs the molded pieces and discriminates if the ejection operation has been successful. The system is simple, robust and allows to set the correct weight value for each piece according to the recipe. No adjustments or cleaning is necessary for photosensitive elements.
- Automatic adjustment of the penetration depth punches also during forging: changing the drilling depth is not a problem, a hydraulic system controlled by an encoder allows the centesimal adjustment of the position of the punches.
- Change dies and punches in a single automatic package: the fixed drilling tool makes it possible to change die and punches in a single operation, the machine automatically cuts the dies and inserts the pins.
- Heating of mdies and external punches in shade with respect to the production: being able to change dies and punches in automatic allows to heat them during the forging operations carried out by means of hydraulic presses, that is in shade with respect to production time. This feature saves more than half an hour for each die change.
- Adjustment of the pressing force of each press and of each individual punch: the press and each individual punch have adjustable forces and speeds within wide margins, this allows to find the correct motion law for each material and for each die.
- Detection of the force exerted by each individual punch for pin damage detection: load cells in the pins provide for the detection of the real force exerted by the punch. This makes it possible to detect piece scraps due, for example, to the punch break, or allows adjustment of the punch energy in order to minimize machine consumption.
