
If the forging industrial process is stable and steady, it generates profit!
If the forging industrial process is stable and steady, it generates profit!
Today more than ever it is very important that the industrial process, in our case the hot forging one, remains stable and steady during operations time. As a matter of fact, by achieving this goal it is possible to generate profit.
The costs increase in raw materials, energy and specialized personnel is a more and more important and relevant constant for every manufacturing business. The profit of each order or job must always deal with these variables which can hardly be controlled.
The production stability can be controlled: the process must always be repeatable in the performances and must grant steady operative costs.
The metals hot forging is not an exception. Annual productions can reach tens of millions of pieces and each of these must be produced following the expected and planned parameters, the profit expectation must be guaranteed!
How is it possible to manage, monitor and correct tens of parameters, for millions of parts, granting the stability?
It is possible to grant the process stability even when millions of parts are produced and the process parameters are numerous, in this way:
01
=> monitoring the variability factors that influence each process to understand if they are under control or not by means of the statistical control.
02
=> Obtaining highest rigidities, forging force, and positioning precision.
03
=> Real time check of the behaviour of the main process parameters.
04
=> Modification of the main forging values without interrupting the production.
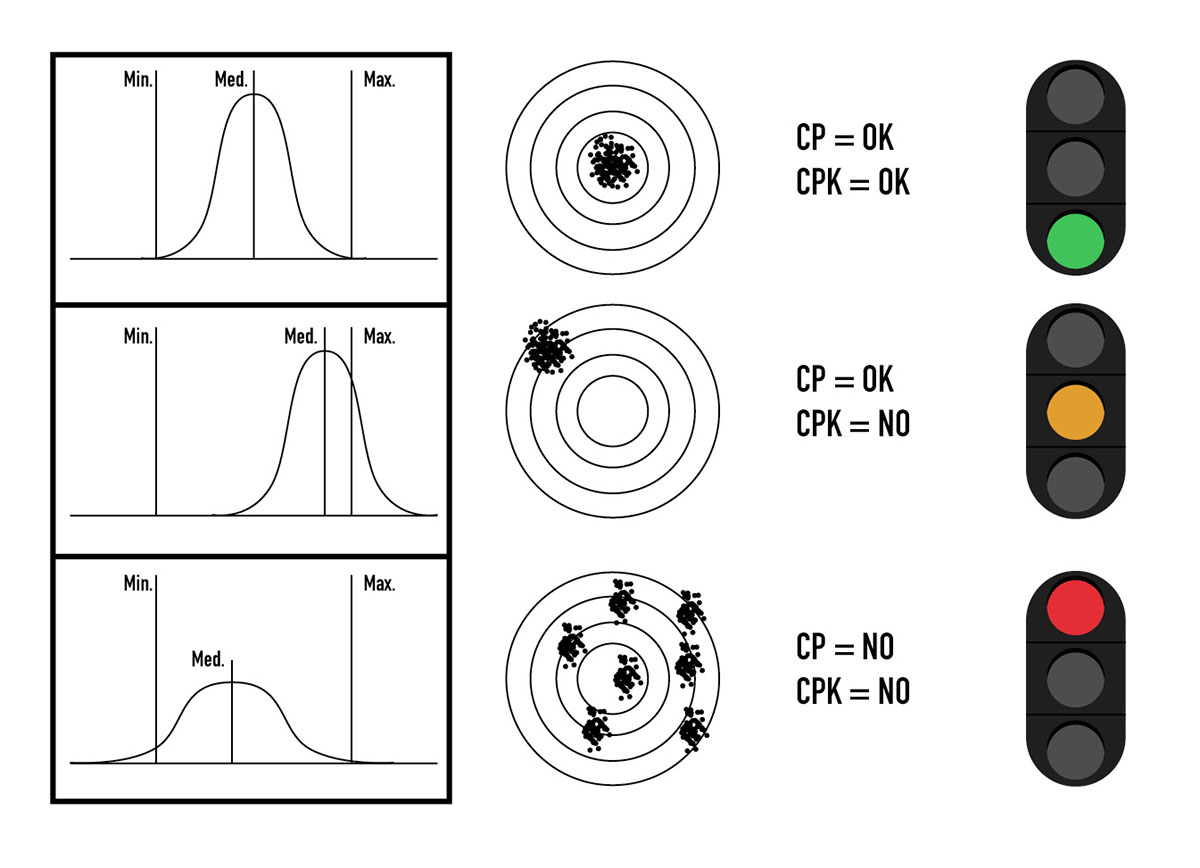
Statistics teaches that Cp and Cpk parameters are fundamental for controlling the progress of the forging process, for each variable in fact they are the key to understand its stability.
The example of the shooting with darts game allows you to quickly understand the concept:
a good Cp indicates that we are very repeatable in our shots, but it does not mean that we are hitting the target.
Only by obtaining a good Cpk, too, as a matter of fact, the optimal result is guaranteed!
=> Cp e Cpk must be much higher than one.
Let’s move on to a practical forging example:
-
Forging a batch of 25,000 water meters.
-
or forging a batch of 50,000 gas control valves
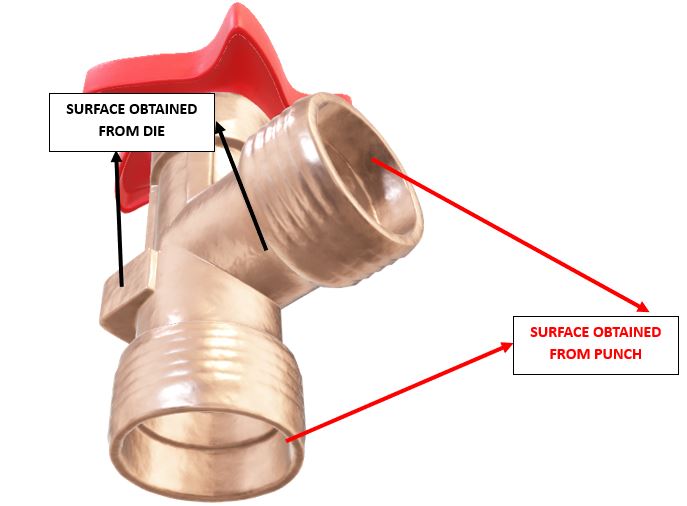
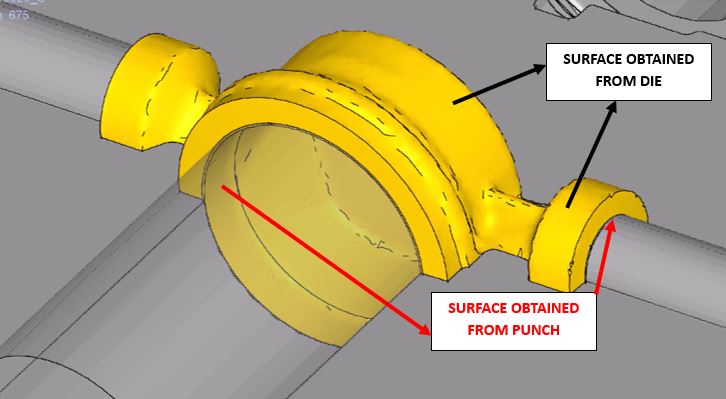
The dimensions of the forged parts are determined:
- by the surfaces of the part shape created in the die.
Cp depends on the presses rigidity performance and on the die design.
Cpk depends on the correct evaluation of the material shrinkage, which is related to the forging temperatures, to the part geometry and raw material chemical composition.
- by the punches involved in the material deformation.
Cp is obtained from punches rigidity and thrust force.
Cpk is obtained from the possibility to adjust the punch arrival position.
During the forging tests carried out with our customers from all over the world, the dimensional statistical analyses carried out on the produced samples (batches of thousands of pieces) have demonstrated that Cp and Cpk parameters were always abundantly and stably higher than one.
The complex geometries or the parts dimensions are not a problem.
How could we maintain the forging industrial process stable on our ME Hydraulic Presses?
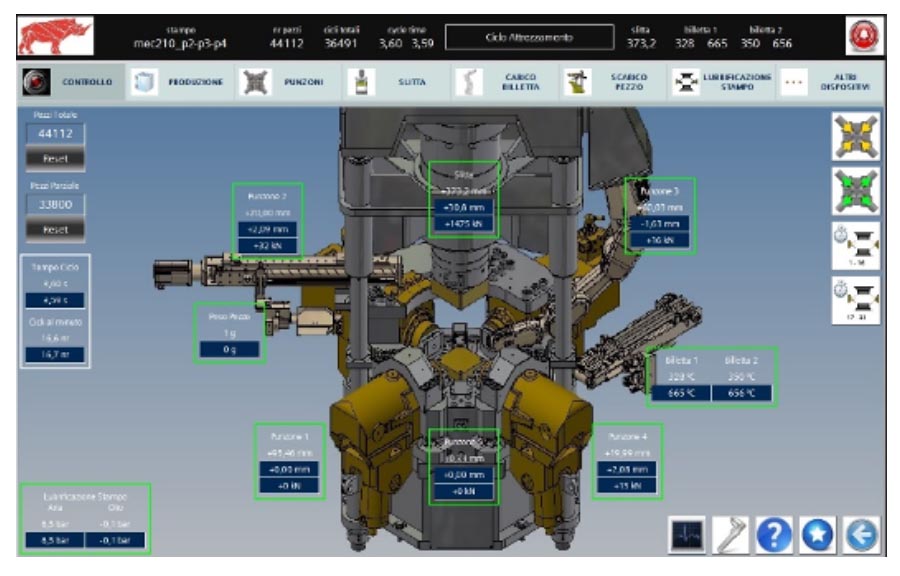
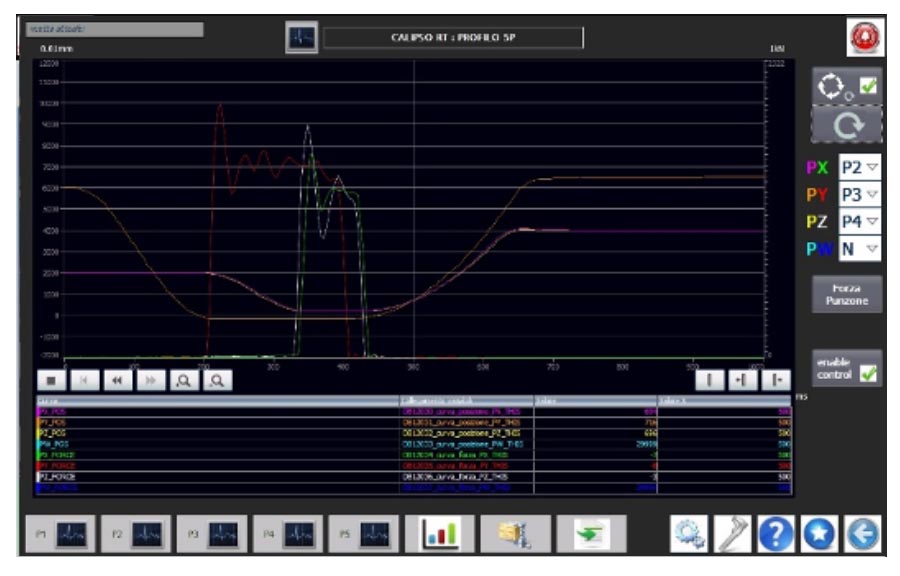
- Mecolpress presses are equipped with Calipso software for operative parameters setting and their continuous control. Calipso, software entirely developed by Mecolpress, allows you to control the main process parameters in real time (forging forces, position, speed, …). Even before measuring the pieces, it is possible to understand if the forging process is stable and guarantees constant performance.
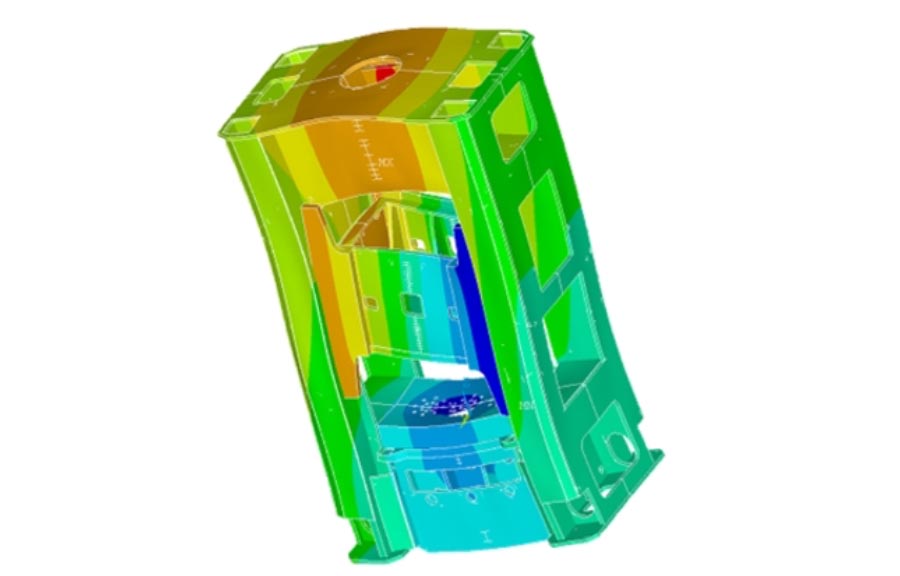
- Our presses are designed with advanced calculation systems (FEM) which allow to predict the rigidity of the components with the utmost precision, minimizing their deformations, even if subjected to high loads.
=> Cp under control

- We have designed our hot forging presses in order to have the highest possible dies closing force and maximum punch thrust force.
=> Cp under control

- The stroke adjustment of the individual punches occurs in real time, thus allowing the related dimensions to be modified during production.
=> Cp under control
- The long experience in dies design and the collaboration with the best specialized companies in the sector have allowed us to create the dies with extreme accuracy, in order to guarantee stable production of the pieces.
=> Cp under control
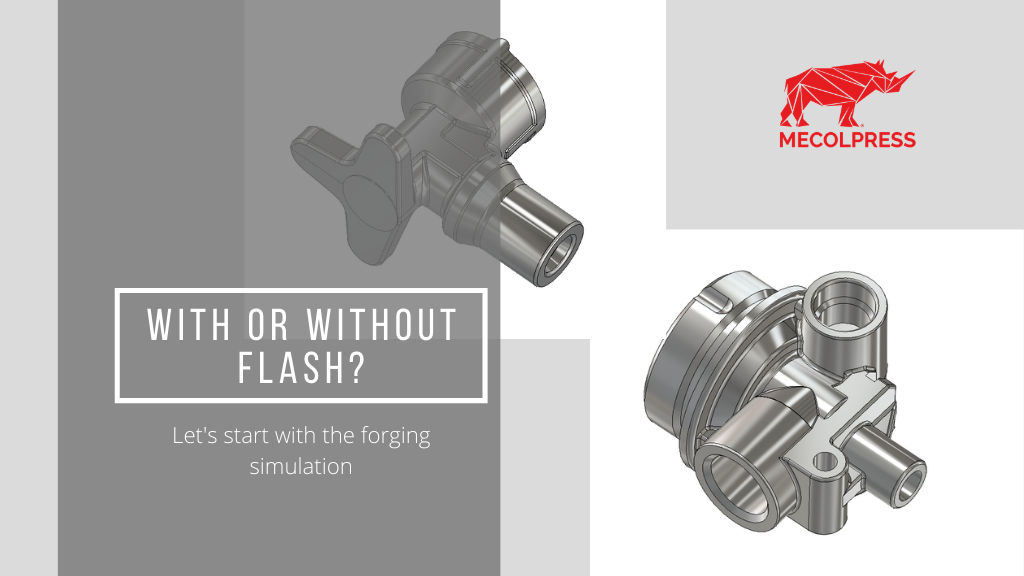
With or without flash?
When you have to face a forging project for a new piece, the first step to take is to make a simulation by means of forging software and to decide whether to set the simulation with or without flash.
With or without flash?
Start with the forging simulation
In general terms we can affirm that thin-thickness pieces and material movements in different directions or with sudden dimension changes can give defects in flash free forging.
If the geometry is uniform and the section variations are contained, you can think of dealing with a flash free project.
It is true in all cases that starting a flash free project can allow evaluations that push to optimize the geometries of the piece (if it is possible to operate on the outer geometry) or it can drive the next analysis with flash.
A first flash free step involves certainly reduced calculation times and allows an evaluation of the punches forces and dies closure that can approximatively be considered valid in general.
Suitable for forging with flash
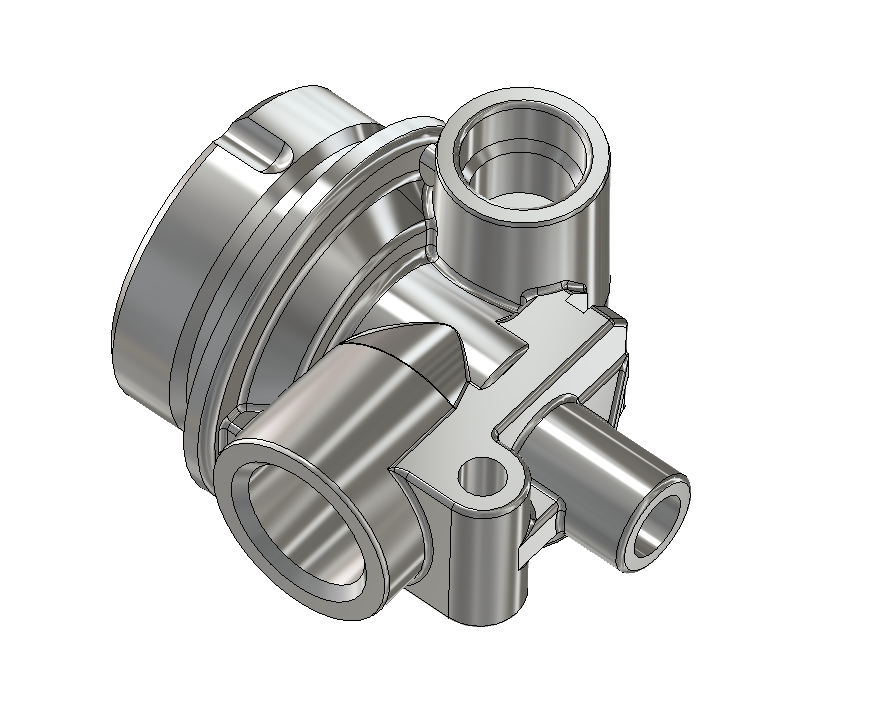
Here above a geometry that very hardly is fit for a flash free forging
Suitable for flash-free forging
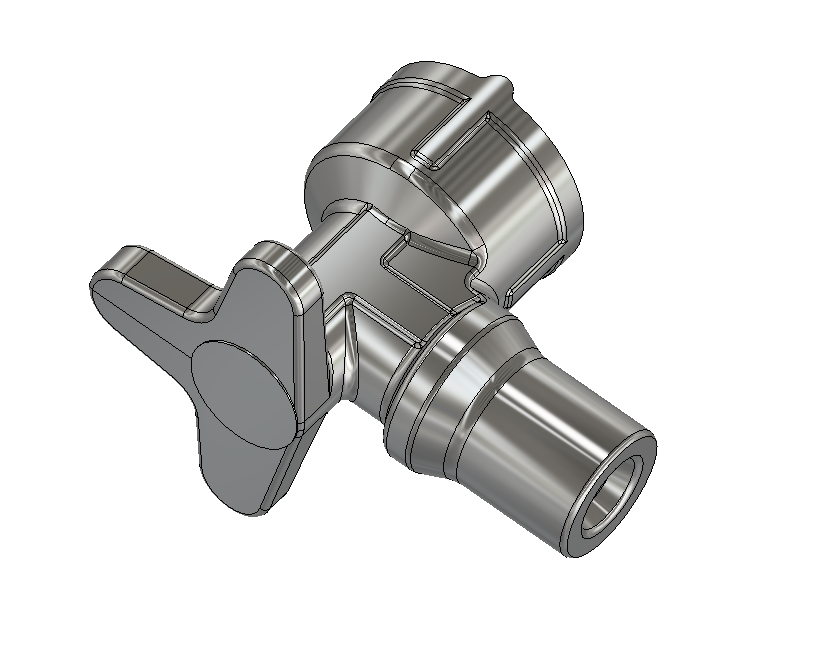
In this case, the success of a flash free project is very likely.
Is the press you have chosen suitable for forging your piece?
Secondly, it is necessary to roughly estimate if the analyzed piece is workable for the considered machine model.
At this stage you need to have a database showing the average pressures on half dies and on punches.
For this purpose, as the simulation history evolves, it is very useful to keep an Excel file in which the results in terms of forces are summarized in average pressures on half dies and punches.
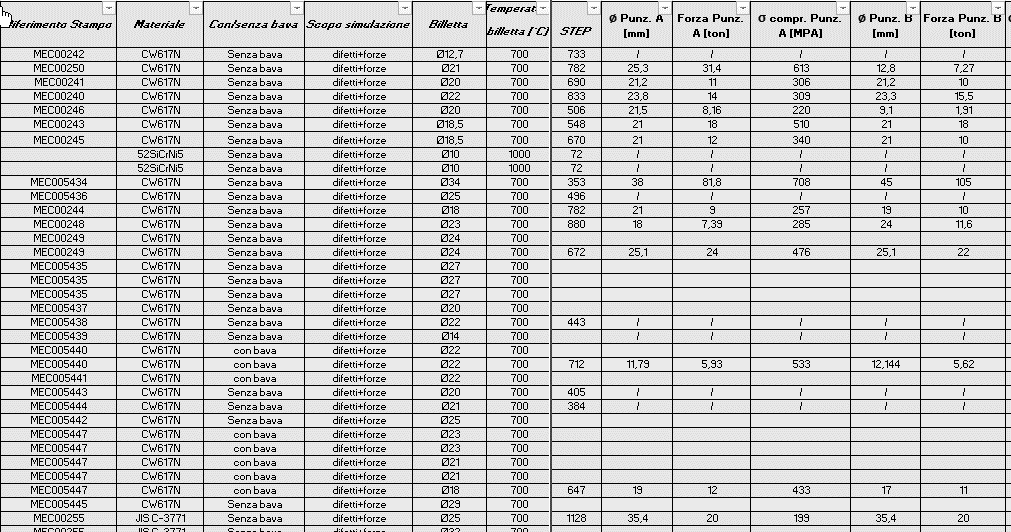
This procedure allows you to understand at a glance if the result of a simulation can be considered valid or may be affected by calculation errors. Obviously, more cases are available more is likely to have reliable results, because the geometry of the piece strongly affects the force on each element of the die and therefore in the evaluation it is necessary to consider pieces with similar morphological characteristics.
Once the geometry of the piece is drawn, including the desired corings, it is necessary to obtain by subtraction the geometry of die and punches.
Firstly, however, the shape has to be scaled to take into consideration the fact that the formation occurs at a high temperature, while the drawing dimensions are valid for pieces at ambient temperature.
The typical brass value for forging is 1.012, while in the case of aluminum the factor 1.010 is generally used. With an Excel sheet, you can therefore estimate the diameter and length of the billet of first attempt.
For flash-free forging choose the hydraulic presses
Mecolpress hydraulic presses of ME series are the best solution for the forging of a part of brass, aluminum, or of other materials, without flash.
The closing force of the dies, higher than the one of the traditional mechanical presses, and the independent and controlled movement of the ram and of the extruders allow the hot forging of even complex parts without flash.
ME hydraulic presses have proved to be unbeatable in the forging of parts having some complexities.
For example, if you have to forge gate valves, our ME presses allow to forge these valves totally without flash, with very high precision, without the risk of defects caused by brass flow in the die.
In addition, even the production is higher compared to the one allowed by the traditional method with eccentric mechanical presses and with bell tool.
A ME350-4G240 hydraulic press, for example, can forge two-inch gate vales without flash, without the help of special tools, and with a productivity of about 800 parts/hour.
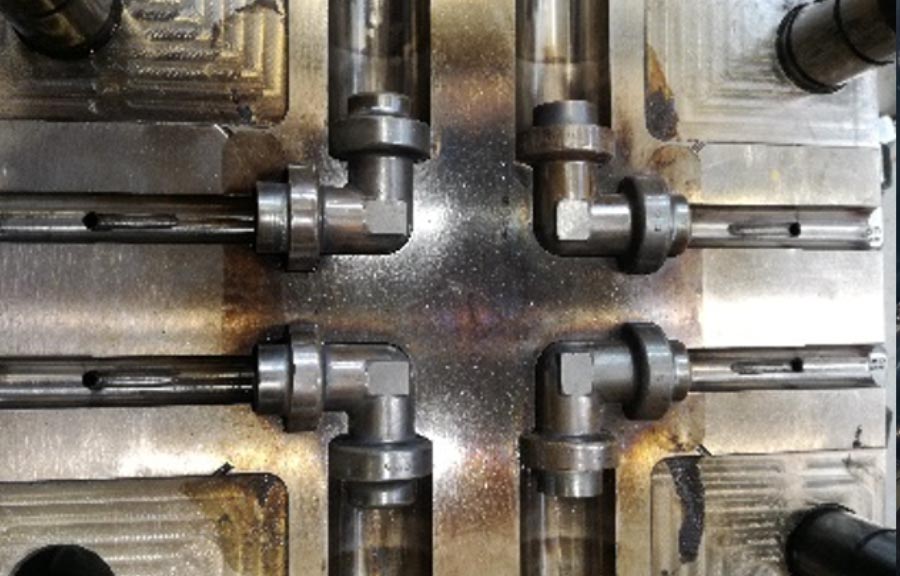
Another significant and practical example is that with a ME hydraulic press you can hot forge 4 brass parts at a time without flash!