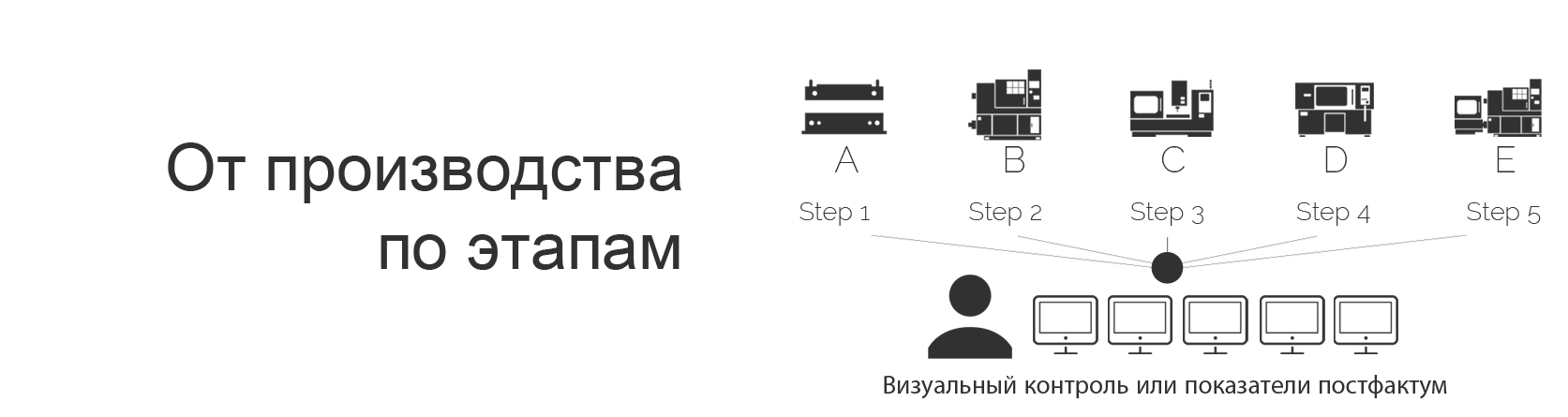
Ваша производственная линия — это как конвейер
Совместная инженерная деятельность
MECOLPRESS: ссылка
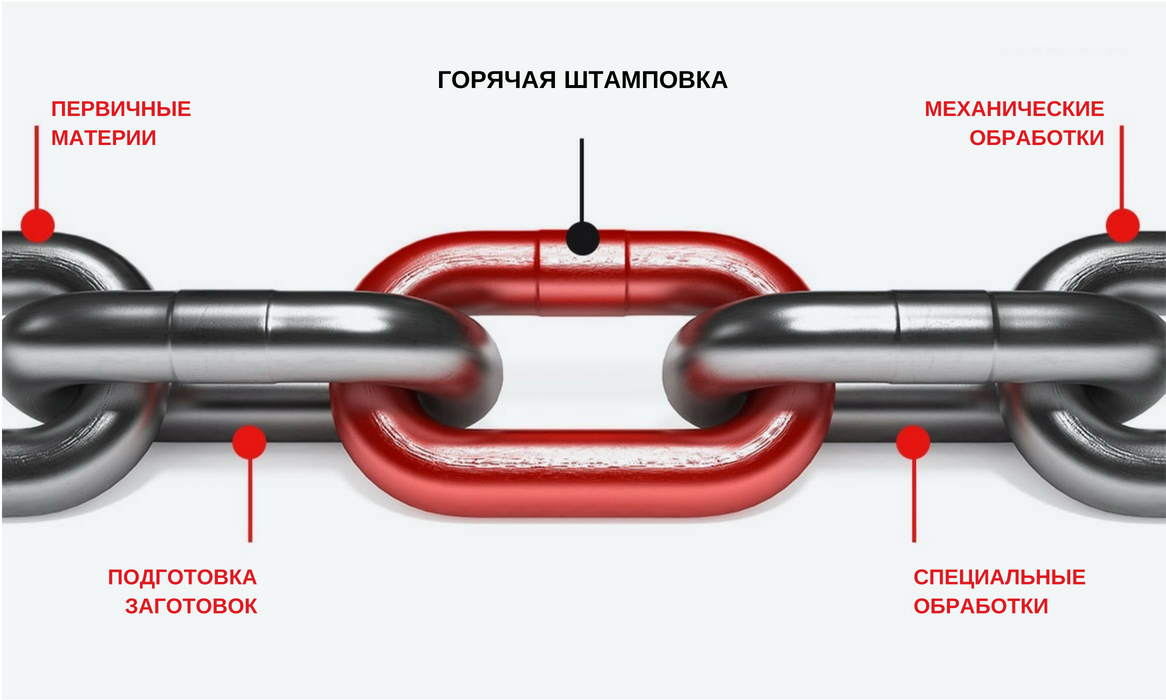
Интегрированная производственная линия — это как цепьЁ где все звенья должны быть одинаково сильными:
ПЕРВИЧНЫЕ МАТЕРИИ (латунь, алюминий, медь, сталь), ПОДГОТОВКА ЗАГОТОВОК (графитирование, подогрев, резка), МЕХАНИЧЕСКИЕ ОБРАБОТКИ и СПЕЦИАЛЬНЫЕ ОБРАБОТКИ И ОБЫЧНО ГОРЯЧАЯ ШТАМПОВКА.
С 1969 года MECOLPRESS проектирует, изготавливает и устанавливает механические прессы, гидравлические, винтовые, для горячей штамповки латуни, алюминия, меди и стали.
Совместная инженерная деятельность

01.
Анализы процесса ковки
Первым шагом в определении контракта на поставку является изучение процесса ковки. Поставка данного оборудования «под ключ» означает заблаговременное определение эксплуатационных качеств линии и, в дальнейшем, способность гарантии этих характеристик клиенту.
Mecolpress анализирует и симулирует процесс ковки предлагая, в случае необходимости, конструктивные особенности штампуемой детали, которые позволяют уменьшить количество используемого материала и последующие этапы обработки.
02.
Определение наилучшей стратегии ковки
Благодаря использованию программы числового моделирования Deform, Mecolpress может определить наилучшую «стратегию» ковки для оптимизации текучести материала и уменьшению дефектов.
Процесс проводится совместно с клиентом, потому что целью Mecolpress, c одной стороны, является подобрать оборудование согласно реальных потребностей и, с другой стороны получить упрощённые процессы ковки и обработки.
03.
Конфигурация стратегии на машине
Этот тип поддержки позволяет в полной мере воспользоваться всеми возможностями, особенно предложенной новой линией ковки серии МЕ:
управлять по желанию скоростью входа переменных, предварительный запуск пуансонов, множественные позиции остановки и обратного прессования с пуансоном позволяют достичь результатов, практически не достижимых традиционными машинами.
Пример совместной инженерной деятельности
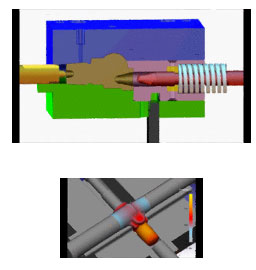
На примере ковки газового клапана с переходом от традиционной штамповки с облоем на ковку без облоя. Экономия по весу равна 25%.
В особенности, гибкость управления пуансонов позволила реализовать единственный в своём роде штамп: вставка перемещена и заблокирована в положении при перемещении двух пуансонов с координированным движением. По причине выемок, существующих в детали, было бы практически невозможно штамповать клапан без облоя на механическом прессе.

Примеры программного моделирования
Оптимальные стратегии штамповки определены совместно с клиентом после имитации действия устройств.