Simulazione di Stampaggio
Mecolpress vende impianti di forgiatura chiavi in mano.
Ciò significa proporre al cliente non solo macchine affidabili e innovative ma anche competenza in merito al prodotto forgiato: la linea deve funzionare sempre all’interno di parametri di cadenza prestabiliti e con qualità garantita. In fase di offerta la valutazione in merito ai pezzi da forgiare durante il collaudo della linea è sempre un punto cruciale.
Tradizionalmente l’attività era relegata alla conoscenza derivata da decenni di esperienza di alcune figure chiave, la valutazione era eseguita spesso “a memoria” cercando di ricordare i problemi avuti in passato su pezzi simili. Dati di valutazione oggettivi erano piuttosto scarsi e di conseguenza le sorprese in fase di collaudo stampi erano frequenti, in particolare le forze di stampaggio erano un’incognita rilevante e condizionavano pesantemente l’accettazione macchina.
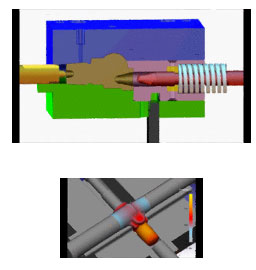
Se la programmazione della commessa diventa importante per il rispetto dei tempi di consegna e, in ultima analisi, dell’obiettivo fatturato annuale, diventa fondamentale rendere il più possibile prevedibile la fase finale della realizzazione dell’impianto. Mecolpress ormai da cinque anni si avvale di un software di simulazione a caldo che permette di analizzare in ufficio tecnico il flusso del materiale ed eseguire una sorta di “preaccettazione virtuale” dell’impianto.
L’obiettivo, non sempre raggiunto per la verità, è quello di anticipare quanto possibile le problematiche di forgiatura e, ad un livello più alto, di diffondere la competenza di stampaggio a tutti i livelli dell’azienda: si tratta di passare da una configurazione “esperto di officina” a “matematica della forgiatura”. Anche per il commerciale la metodologia porta vantaggi indubbi: poter presentare in maniera chiara e convincente le scelte di realizzazione stampi e la tipologia della macchina proposta a volte diventa una carta differenziante per coinvolgere il cliente nella fase finale della trattativa.

Generalmente il processo di scelta macchina e progettazione stampi segue un iter abbastanza codificato:
- inizialmente i clienti forniscono i disegni dei loro pezzi, grezzi di forgiatura e/o lavorati,
- il commerciale Mecolpress esegue una prima scrematura e sottopone all’ufficio tecnico quelli considerati più difficoltosi.
- Da questo momento si susseguono analisi fem e quindi eventuali proposte di modifica e si giunge alla condivisione di un pezzo forgiato che soddisfa i requisiti cliente ed è realizzabile senza difetti con tecnologia Mecolpress.
- Il programma di simulazione è stato personalizzato con le caratteristiche dinamiche delle macchine Mecolpress e quindi garantisce risultati affidabili.
Dopo la produzione dello stampo inizia la fase di forgiatura in officina.
Il primo passo è la condivisione dei parametri di progetto e di impostazione macchia tra ufficio tecnico e reparto collaudo stampi.
In questa fase è essenziale capire se e in che modo il comportamento del materiale in fase di stampaggio si allontana dal previsto, le macchine idrauliche allo scopo sono dotate di un ciclo “step simulazione” che produce diversi pezzi test con preimpostati livelli di completamento ciclo, in particolare diverse quote di penetrazione punzone.
Se la fase è ben condotta porta a verificare quanto previsto in fase di simulazione o comunque ad individuare l’origine di difetti che poi vanno a segnare il pezzo magari in zone non evidenti a prima vista.
Una volta validati in officina gli stampi il cliente assiste alla accettazione finale della linea ed esamina il processo di forgiatura come previsto da offerta.
Il fatto di aver anticipato l’analisi e diffuso la conoscenza a livello ufficio tecnico ha permesso di ridurre la varianza nella durata di test stampi in officina e ha fatto in modo che il lead time macchina nel suo complesso sia più prevedibile ed affidabile.