
Se il processo industriale di stampaggio è stabile genera profitto!
Se il processo industriale di stampaggio è stabile genera profitto!
Oggi più che mai è molto importante che il processo industriale, nel nostro caso lo stampaggio a caldo, riesca ad essere stabile. Raggiungendo tale obbiettivo infatti è possibile generare un profitto.
L’aumento delle materie prime, dei costi energetici e del personale specializzato sono costanti sempre più incisive e rilevanti per ogni azienda. Il profitto di ogni ordine o commessa deve sempre fare i conti con queste variabili che difficilmente possono essere contenute.
La stabilità di produzione può essere controllata: il processo deve essere sempre ripetibile nelle performances e garantire costi operativi stabili.
Lo stampaggio a caldo dei metalli non è da meno. Le produzioni annuali possono arrivare a decine di milioni di pezzi e ognuno di questi deve essere prodotto seguendo i parametri previsti e pianificati, l’aspettativa di profitto deve essere garantita!
Come è possibile gestire, monitorare e correggere decine di parametri, per milioni di pezzi, garantendo la stabilità?
È possibile garantire la stabilità del processo anche quando si producono milioni di pezzi, ed i parametri del processo sono molteplici, in questo modo:
01
=> monitorare i fattori di variabilità che influenzano ogni processo per capire se siano sotto controllo o meno attraverso il controllo statistico.
02
=> Ottenere elevate rigidità, forza di stampaggio e precisione di posizionamento.
03
=> Controllare in tempo reale l’andamento dei principali parametri di processo.
04
=> Modificare le principali quote di stampaggio senza interrompere l’operatività.
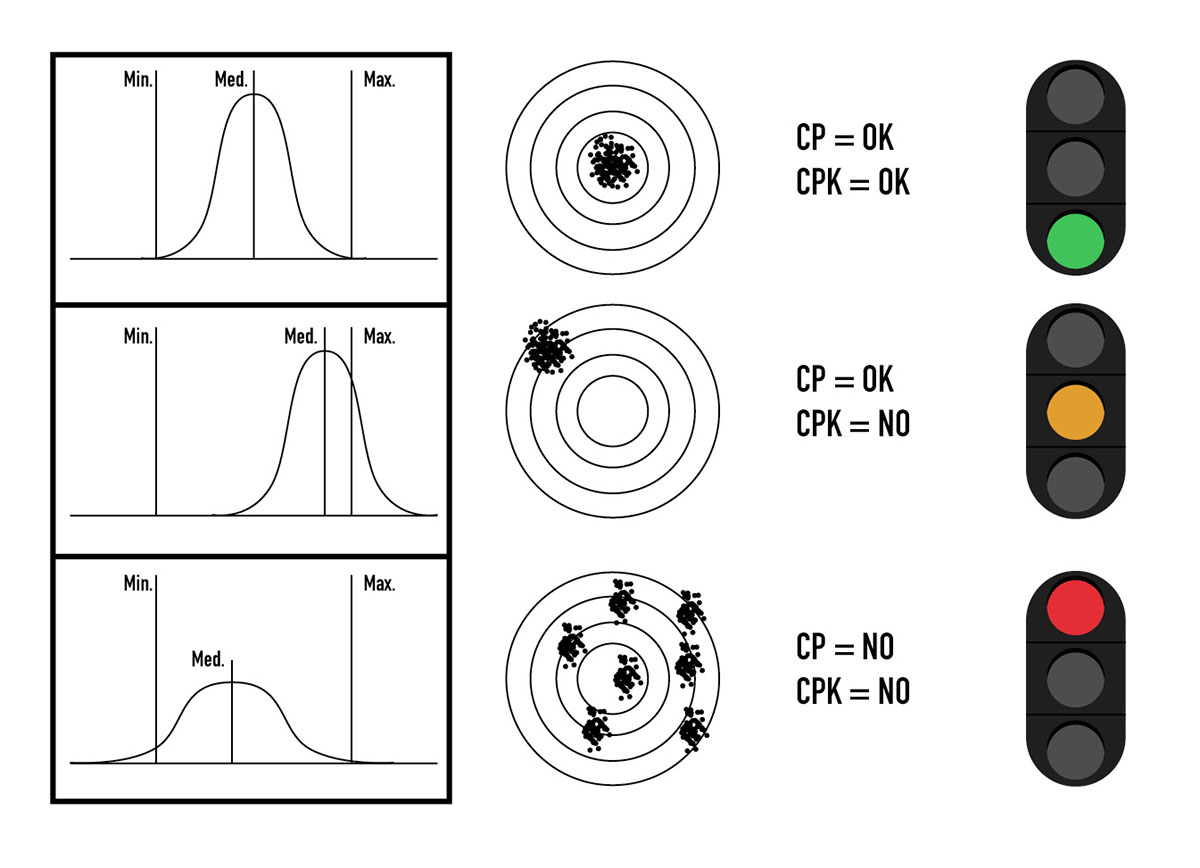
La statistica insegna che i parametri Cp e Cpk sono fondamentali per controllare l’andamento del processo di stampaggio, per ogni variabile infatti sono la chiave per capirne la stabilità.
L’esempio del tiro delle freccette permette di cogliere velocemente il concetto:
un buon Cp indica che siamo molto ripetibili nei nostri tiri, ma non è detto che stiamo centrando il bersaglio.
Soltanto ottenendo anche un buon Cpk, infatti; è garantito il risultato ottimale!
=> Cp e Cpk devono essere saldamente maggiori di uno.
Passiamo ad un esempio pratico di stampaggio:
-
Stampare un lotto di 25.000 contatori per l’acqua.
-
Stampare 50.000 valvole per il controllo del gas.
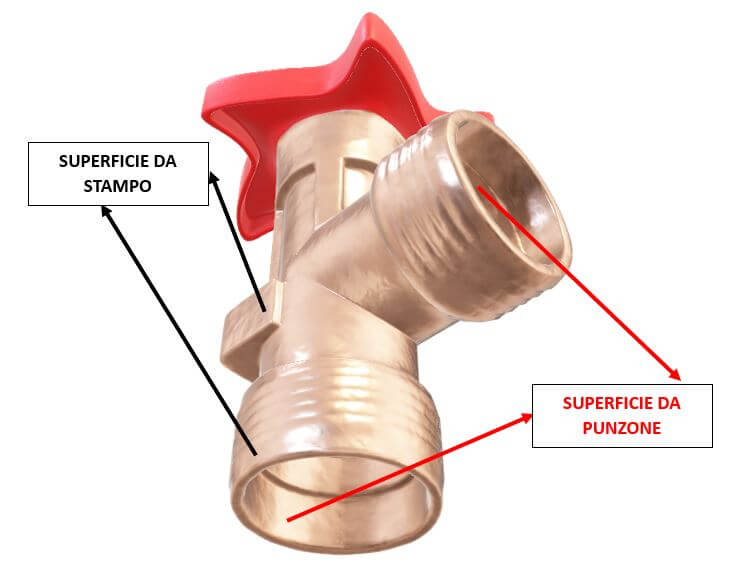
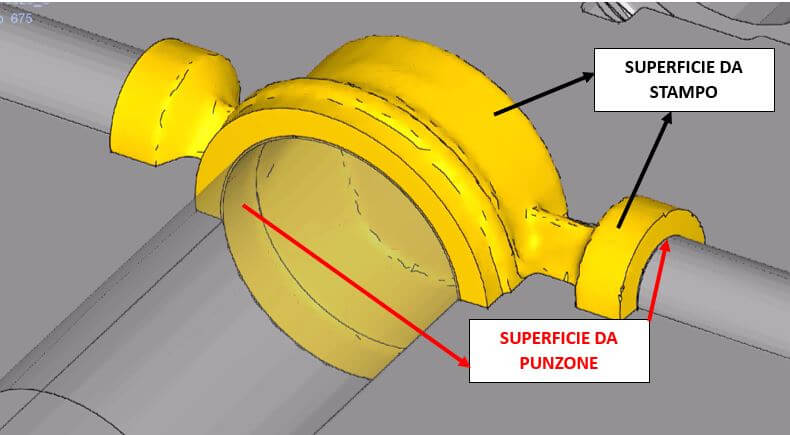
Le dimensioni del pezzo forgiato vengono determinate:
- dalle pareti della figura del pezzo creata nello stampo.
Il Cp dipende dalle performance di rigidezza delle presse e dalla progettazione dello stampo.
Il Cpk dipende dalla corretta valutazione del ritiro del materiale, che a sua volta è legato alle temperature di stampaggio, alla geometria del pezzo ed alla composizione chimica.
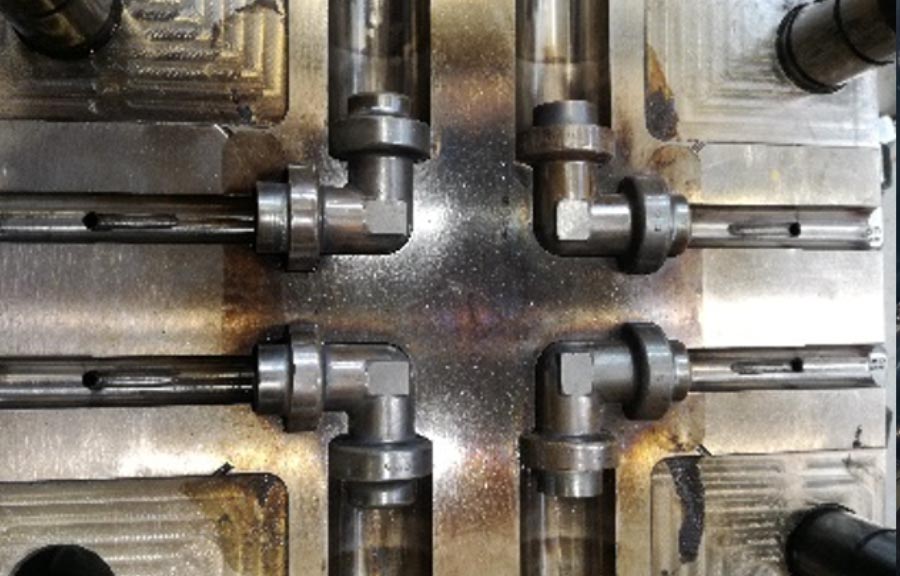
- dai punzoni che concorrono nella deformazione del materiale.
Il Cp è dato dalla rigidezza dei punzoni e dalla loro forza di spinta.
Il Cpk è dato dalla possibilità di regolare la posizione di arrivo del punzone.
Durante le prove di stampaggio fatte con i nostri Clienti mondiali le analisi statistiche dimensionali fatte sui campioni prodotti (lotti di migliaia di pezzi) hanno dimostrato che i parametri Cp e Cpk sono sempre stati abbondantemente e stabilmente maggiori di uno.
Le geometrie complesse o le dimensioni di pezzi non sono più un problema.
Come siamo riusciti a mantenere stabile il processo industriale di stampaggio nelle nostre Presse Idrauliche ME?
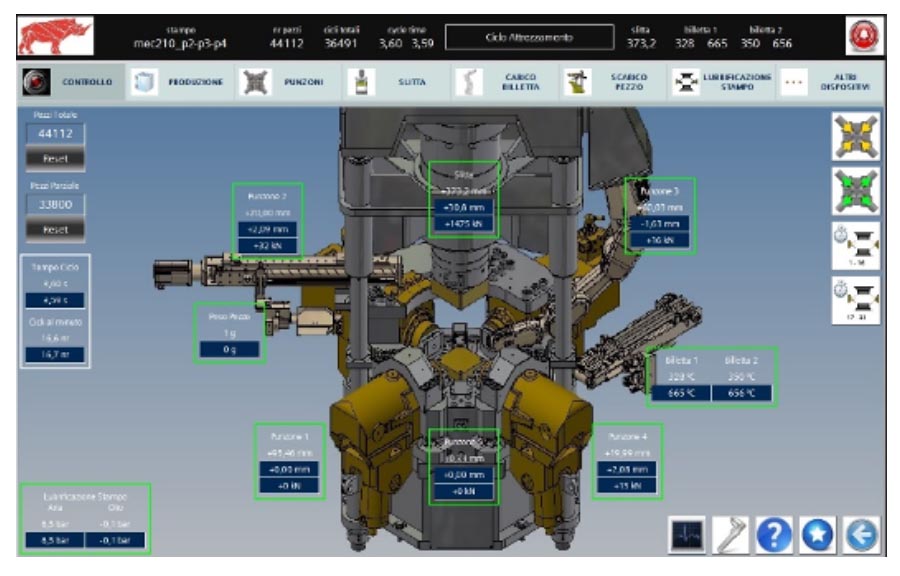
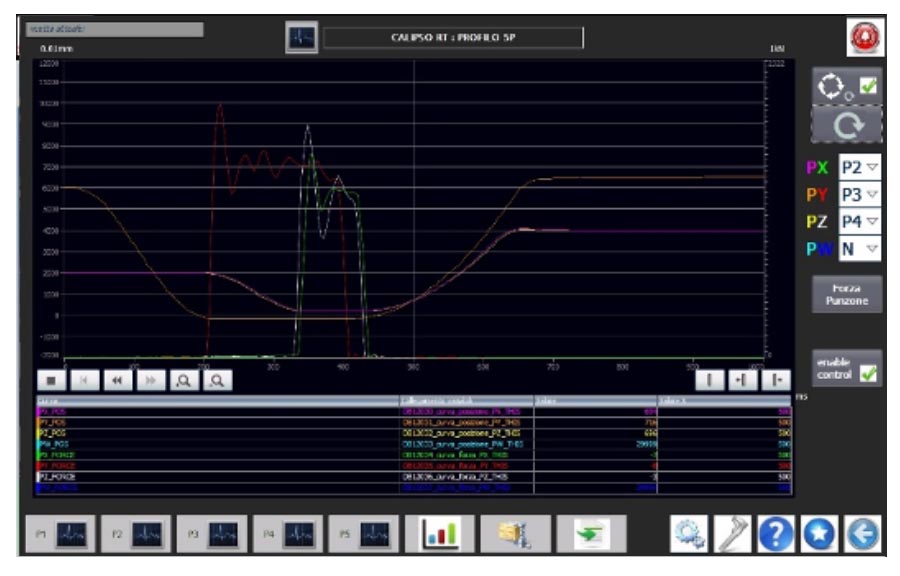
- Le presse Mecolpress sono dotate del software Calipso per il settaggio dei parametri operativi ed il loro continuo controllo. Calipso, interamente sviluppato da Mecolpress, permette di controllare in tempo reale i principali parametri di processo (forze di stampaggio, posizione, velocità, …). Ancora prima di misurare i pezzi è possibile capire se lo stampaggio è stabile e garantisce prestazioni costanti.
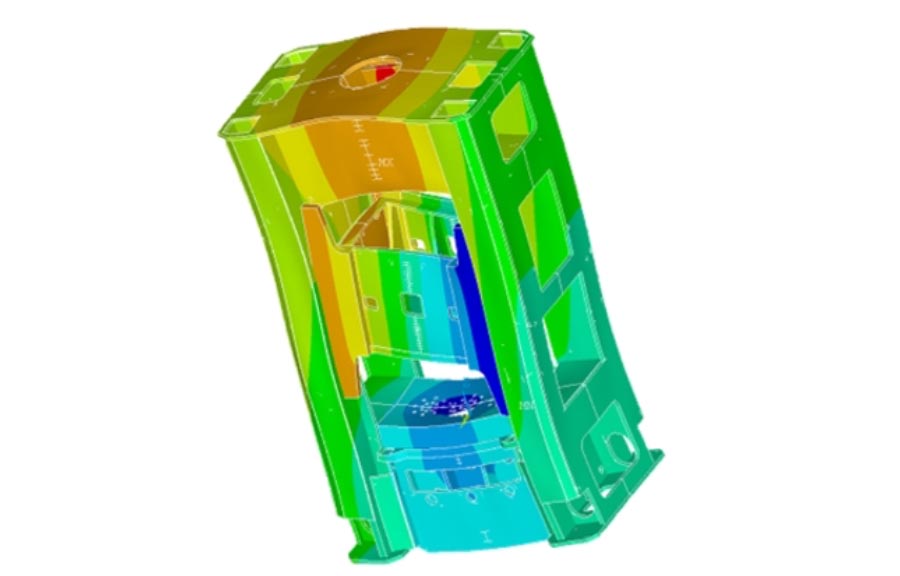
- Le nostre presse sono progettate con sistemi di calcoli avanzati (FEM) che permettono di prevedere con la massima puntualità la rigidezza dei componenti minimizzandone le deformazioni, anche se sottoposti a carichi elevati.
=> Cp sotto controllo

- Abbiamo progettato le nostre presse per stampaggio a caldo in modo da avere la più alta forza di chiusura stampi possibile e la massima forza di spinta dei punzoni.
=> Cp sotto controllo

- La regolazione della corsa dei singoli punzoni avviene in tempo reale, permettendo così di modificare le relative dimensioni durante la produzione.
=> Cp sotto controllo
- La lunga esperienza nella progettazione degli stampi e la collaborazione con le migliori aziende specializzate del settore, ci hanno permesso di arrivare a realizzare con estrema accuratezza gli stampi, al fine di garantire una stabile produzione dei pezzi.
=> Cp sotto controllo
Presse in cloud
Quest’anno ad EMO2019 daremo dimostrazione pratica di come le nostre macchine possono diventare smart.
Il nostro software Calipso, creato internamente da Mecolpress per il controllo statistico dello stampaggio, consente di monitorare l’attività della pressa durante tutto il ciclo di produzione.
È uno strumento prezioso per analizzare la produzione ed intervenire dove necessario per ottimizzarla.
Questo software intelligente per l’analisi del processo produttivo, prevede inoltre una sofisticata tecnologia per la gestione degli scarti.
Una volta prodotti tutti questi dati, sarà possibile storicizzarli, analizzarli ed importarli nel sistema gestionale del cliente.
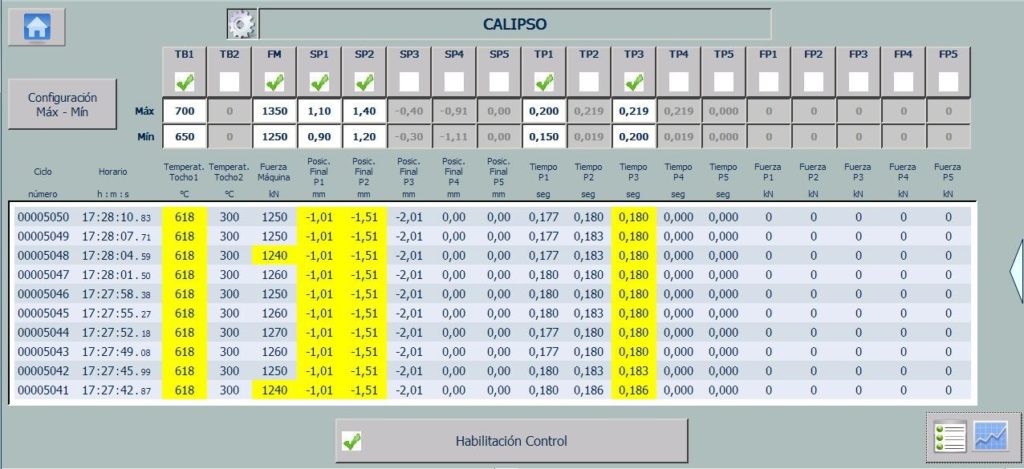
Per ogni ciclo macchina, vengono registrati una serie di parametri, sul pannello operatore, vengono visualizzati in forma tabellare gli ultimi 10 cicli.
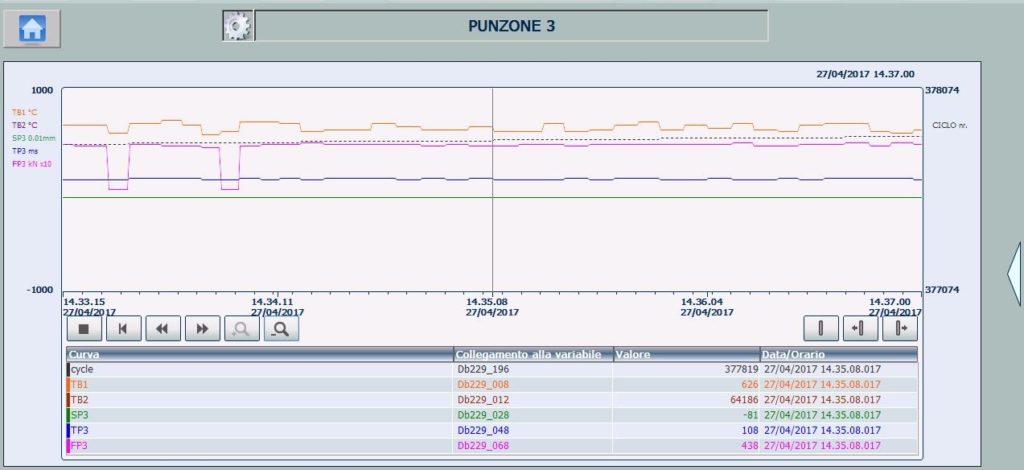
I parametri vengono inoltre registrati (ultimi 10000 cicli) e visualizzati sottoforma di trend.
Tramite il trend è possibile eseguirne un controllo incrociato, in modo da evidenziare le cause di eventuali difformità.
Un esempio:
Alla fiera EMO2019 di Hannover presentiamo però qualcosa in più:
una dimostrazione pratica, un esempio di come le nostre macchine possono comunicare con sistemi e dispositivi esterni.
Grazie alla collaborazione col reparto Industrial IoT di Smeup, è stato possibile integrare la nostra nuovissima pressa meccanica HEAVY 400 e l’idraulica ME 100 con la loro piattaforma IoT.
Le informazioni di produzione rilevate da Calipso possono essere così visualizzate attraverso delle dashboards, dei cruscotti di visualizzazione real time per una comprensione ottimale dei dati raccolti dal campo.
La prima necessità conseguente alla raccolta di dati è quella di rappresentarli in modo chiaro e comprensibile. Le dashboards renderanno chiaro, a prima vista, cosa sta succedendo. Il dato viene da subito trasformato in informazione.
La creazione delle dashboards avviene tramite uno strumento web semplice, intuitivo e di grande impatto visivo. Guardare qualcosa che sta avvenendo nel momento stesso in cui state osservando, è molto diverso dal vedere dati in differita. In un panorama dove la velocità nel prendere decisioni è un fattore determinante, questi strumenti offrono un importante contributo.
È possibile monitorare tutto questo, oltre che in locale, anche in cloud: aspetto molto interessante in quanto è possibile, tramite un semplice browser, visualizzare il risultato tramite qualsiasi strumento connesso alla rete, dallo smartphone al tablet al pc, potrete sempre prendere visione dei dati raccolti, il tutto in real time!
Monitorare l’attività della pressa, avere le informazioni che ci interessano sempre a portata di mano, ottenere importanti allert o messaggi utili ad esempio ad una manutenzione predittiva, è un plus interessante anche per il settore dello stampaggio che oggi più che mai diventa intelligente e al passo con le richieste del mercato!
Continuate a seguirci, le novità non mancheranno!


SPC CALIPSO
From Wikipedia, :
“Statistical process control (SPC) is a method of quality control which uses statistical methods. SPC is applied in order to monitor and control a process. Monitoring and controlling the process ensures that it operates at its full potential. At its full potential, the process can make as much conforming product as possible with a minimum (if not an elimination) of waste (rework or scrap). SPC can be applied to any process where the “conforming product” (product meeting specifications) output can be measured. Key tools used in SPC include control charts; a focus on continuous improvement; and the design of experiments. An example of a process where SPC is applied is manufacturing lines.”
Come tradurre in parole più semplici il concetto di Controllo Statistico di Processo?
Albert Einstein:
“Se facciamo ciò che abbiamo sempre fatto, nello stesso modo in cui lo abbiamo sempre fatto, otterremo sempre lo stesso risultato”.
Il grande fisico faceva questa affermazione con una valenza negativa, per suggerire la necessità di innovare. Ma allo stesso modo possiamo avere una applicazione totalmente positiva di questa affermazione:essere in grado di ripetere esattamente un metodo di lavoro che ha dato risultati positivi, produrrà sicuramente risultati altrettanto positivi.
Trasferiamo i concetti al nostro mondo, allo stampaggio a caldo dei metalli. Ecco un esempio:
Se durante un ciclo di stampaggio abbiamo prodotto un pezzo perfettamente rispondente ai requisiti d’ordine dopo verifiche dimensionali, qualitative, estetiche, è altamente probabile che successivi cicli di stampaggio effettuati con identici parametri portino allo stesso risultato produttivo.

Durante il processo di stampaggio a caldo di un componente, ci sono molti parametri che possono influire sul risultato e quindi sulla qualità del pezzo prodotto, tra cui:
- Temperatura delle billette,
- forza di chiusura stampo,
- forza esercitata dai punzoni laterali,
- tempo ciclo complessivo,
- corsa dei punzoni,
- tempo di ingresso dei punzoni nello stampo,
- peso del pezzo scaricato,…












