
Massima performance nello stampaggio di Ottone Green: scopri l’innovativa soluzione di Mecolpress
Negli ultimi anni in tutti i settori produttivi si cercano soluzioni sostenibili ed innovative, cercando alternative a basso impatto ambientale, improntate sul riciclo ove possibile, con particolare attenzione alla salute di noi tutti.
Le politiche ambientali internazionali stanno cercando di diminuire il più possibile la presenza di materiali potenzialmente tossici nei prodotti in vendita e in utilizzo.
Lo scopo è permettere un’economia circolare che consenta il riciclo dei componenti arrivati a fine vita senza che questi possano rappresentare una minaccia per l’ambiente e la salute. Le regolamentazioni avviate negli Stati Uniti e in Europa (RoHS, ELV, CSPIA,DWD, ..) sono state adottate dalla maggior parte degli stati mondiali o almeno indicate come linee guida da seguire.
Una buona parte dei pezzi stampati in ottone è a contatto con acqua anche potabile, la presenza di piombo aumenta il rischio di contaminazione, utilizzare le leghe di ottone senza piombo limita quindi i rischi per la salute.
Nella produzione dell’ottone il materiale sotto osservazione è appunto il Piombo, da sempre utilizzato come aggiunta in lega per:
- migliorare la lavorabilità alle macchine utensili;
- migliorare le qualità per prodotti fusi (bassa porosità);
- diminuire l’attrito di contatto.
La percentuale di piombo utilizzata nelle leghe di ottone va dal 1,5 al 3,5 % e risulta incompatibile con l’obbiettivo di limitarne la presenza allo 0,1% per ciascun materiale omogeneo.
Usare leghe di ottone senza piombo
Le aziende coinvolte nello stampaggio a caldo dell’ottone si trovano quindi a dover scegliere l’utilizzo di leghe senza piombo, ma le perplessità non mancano:
- Che conseguenza potrà avere questa variazione della composizione chimica nel processo produttivo?
- Le capacità attuali di stampaggio possono ancora essere considerate valide?
- Che aggiornamenti si devono prevedere nel reparto di stampaggio?
Negli ultimi anni abbiamo lavorato per trovare le risposte, in base alla nostra esperienza possiamo quindi riportarvi di seguito alcuni consigli pratici per produrre con successo pezzi stampati in ottone senza piombo!

Stampaggio sostenibile, come fare?
· Taglio delle barre
Il taglio delle barre tramite lame ruotanti a disco è consigliato per garantire la corretta precisione del peso.
I dischi in acciaio per utensili\acciaio rapido (HSS) non sono più sufficienti a garantire una vita utile accettabile. Occorre passare a dischi con inserti di materiale base carburo di tungsteno (TCT).
Qui sotto proponiamo un bilancio dei pro/contro per ciascuna delle tue tecnologie, solitamente quando la produzione di ottone senza piombo si attesta sul 70-80% totale le lame TCT risultano economicamente vantaggiose.
| LAMA HSS | LAMA TCT |
| Basso costo unitario | Alto costo unitario |
| Vita utile estremamente ridotta | Alta vita utile |
| Riaffilabile | Non riaffilabile |
| Spessore lama ridotto | Spessore lama ridotto |
E’ necessaria la lubrificazione ad olio della lama per diminuire il calore di attrito.
La precisione del taglio deve essere estrema per evitare problemi durante il processo di forgiatura, specialmente se è quest’ultimo senza bava. La macchina di taglio deve avere un corpo estremante rigido e il sistema di guida della lama non deve essere da meno. L’errore massimo consentito è di 0.1mm.
E’ consigliabile anche un ottimizzazione del taglio che porti a minimizzare\eliminare lo scarto di materiale, visti i sempre più elevati costi dello stesso.
Le moderne tecnologie di taglio permettono:
- tagli di intestatura di 5mm;
- taglio della stessa barra con lunghezze differenti per eliminare scarti di coda;
- scarico differenziato per i diversi tagli: intestatura, lunghezza A e lunghezza B.
· Caratteristiche degli ottoni senza piombo
Gli ottoni senza piombo hanno caratteristiche fisiche e meccaniche ben diverse da quelli tradizionali.
| Standard Brass with Lead | Lead Free Brass | |
| Specific Gravity [g/cm3] | 8,5 | 8,3 |
| Thermal Conductivity [W/m] | 114 | 35 |
| Electrical Conductivity [%IACS] | 26 | 8 |
| Coefficient of Thermal Expansion [X10-6/℃] | 21 | 20 |
| Liquidus Temperature [℃ ] | 900 | 890 |
| Solidus Temperature [℃] | 885 | 855 |
| Tensile Strength [Mpa] | 435 | 650 |
| 0.2%Yield Strength [Mpa] | 295 | 450 |
| Elongation [%] | 25 | 20 |
| Hardness [HV] | 140 | 200 |
Gli ottoni senza piombo risultano più tenaci, più resistenti e più refrattari alla trasmissione di calore.
Questa tendenza è confermata anche all’aumentare della temperatura di riscaldo.
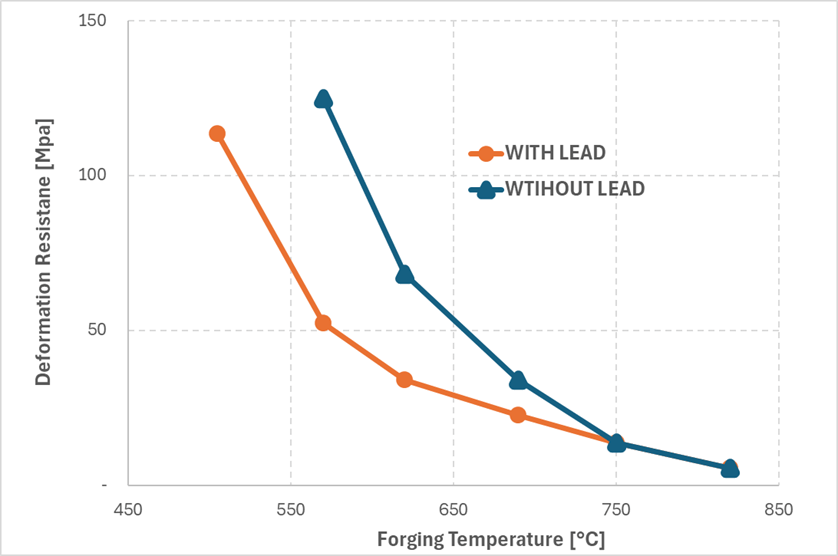
A parità di temperatura di riscaldo:
- Ottone senza piombo ha valore di resistenza alla deformazione più alto;
- Ottone senza piombo ha più sensibilità variazione della resistenza alla deformazione in caso di variazione della temperatura.
Il mantenimento di una temperatura di riscaldo con la minore varianza possibile (+- 5°C) è la chiave per avere un processo di stampaggio caldo affidabile.
Le presse meccaniche di qualche decennio fa non sono state progettate con criteri di sicurezza che sono adatti a questi materiali: semplicemente perché questi materiali all’epoca non esistevano!
· Presse meccaniche adatte a stampare ottone senza piombo
È quindi fondamentale scegliere una pressa adatta a stampare i nuovi tipi di leghe in ottone senza piombo.
Le presse macchine SEO\HEAVY di Mecolpress garantiscono:
- Maggiore rigidezza e margine di scurezza delle strutture (+50%) con capacità fino a 700t.
- Maggiore margine di sicurezza dei sistemi di trasmissione (fino a +50% con sistema epicicloidale).
- Cuscini idraulici di reazione con capacità maggiorata (+20%).
- Cuscini idraulici con sistema SOFT IMPACT o OVERBOOST per mitigare le forza di impatto o aumentare le forze di chiusura (+100%), con capacità fino a 120ton.
- Sistema di lubrificazione aria\olio fino a 30 punti per lubrificare e raffreddare i punti critici dello stampo (integrato\esterno).
- Raffreddamento ad acqua dei componenti più critici.
- Sbloccaggio idraulico nella slitta in caso di sovraccarico per preservare i componenti meccanici.
- Sistema di controllo CALIPSO che memorizza per ogni ciclo di stampaggio i parametri fondamentali per avere il pieno controllo del processo.
Le presse idrauliche ME di Mecolpress garantiscono:
- Forza di chiusura stampi netta fino 350 ton.
- Forza di spinta dei punzoni laterali e verticali fino a 240ton.
- Massimizzazione dello stampaggio senza bava.
- Sistema di cinematica dei punzoni che massimizza la forza nelle fasi finali della corsa.
- Sistema di lubrificazione aria\olio fino a 30 punti per lubrificare e raffreddare i punti critici dello stampo (integrato\esterno).
- Raffreddamento ad acqua dei componenti più critici.
- Sistema di controllo CALIPSO che memorizza per ogni ciclo di stampaggio i parametri fondamentali per avere il pieno controllo del processo.


Non fatevi trovare impreparati, le normative vigenti hanno iniziato a ridurre l’utilizzo di piombo e le future saranno ancora più restrittive, la tecnologia di stampaggio a caldo dell’ottone di Mecolpress è già pronta!
La gamma di presse Mecolpress
Per lo stampaggio a caldo dei metalli si possono impiegare sia presse meccaniche che presse idrauliche. Mecolpress propone macchinari tecnologicamente avanzati e di diversa tipologia in modo da poter soddisfare quasi tutte le esigenze produttive.
Le presse Mecolpress sono indicate per lo stampaggio a caldo di rame, ottone, acciaio, titanio e alluminio.
Presse meccaniche
Tra le presse meccaniche per lo stampaggio a caldo Mecolpress vi sono le presse meccaniche eccentriche che si suddividono in base alla forza nominale. Il modello SOV è per lo stampaggio in verticale: queste presse vengono chiamate anche presse fucinatrici, richiedono un impiego di energia medio e si caratterizzano per l’elevata produttività. Le presse SEO invece sono progettate per lo stampaggio di pezzi con foratura e si dividono in:
- SEO: (a ciclo singolo): presse per stampaggio con foratura orizzontale, alta energia, produttività media
- SEO- CVE/CS: (a ciclo continuo): presse per stampaggio con foratura orizzontale, alta energia, produttività alta
- SEO-F: (a ciclo singolo): presse per stampaggio con foratura verticale, alta energia, produttività media
Un altro tipo di pressa meccanica proposta da Mecolpress è quella a vite, detta anche bilanciere.
Le presse a vite sono catalogate in base al diametro della vite e sono disponibili in tre modelli:
- TDS: comando diretto con servomotore elettrico. Il diametro della vite va da 240mm a 525mm
- Dellavia: Comando con dischi a frizione. Il diametro della vite va da 130mm a 460mm
- Osterwalder: Comando con dischi a frizione. Il diametro della vite va da 150mm a 220mm
Presse idrauliche
Le nostre presse idrauliche fanno parte della gamma ME e si caratterizzano per la forza di chiusura degli stampi che va da 100 a 500 Ton.
Questi sono i tonnellaggi finora realizzati ma possiamo realizzarne anche con forza di chiusura maggiore.
La forza dei punzoni di foratura orizzontali invece va attualmente da 30 a 350 Ton e anche in questo caso è possibile su richiesta realizzare la macchina con una forza superiore a quella indicata.
Presse per la coniatura e la calibrazione pezzi
Ai clienti che necessitano di presse per coniatura e calibrazione di pezzi Mecolpress propone le presse a ginocchiera serie PG che si caratterizzano per la bassa corsa e l’altissima produttività.
Vengono catalogate in base alla forza nominale.
Macchinari per la sbavatura dei pezzi:
Le sbavatrici Mecolpress sono catalogate in base alla loro forza nominale come segue:
- PO: sbavatrice con singola stazione, bassa produttività, usata in genere per carico a mano, struttura ad H. Tonnellate da 10 a 60.
- S: sbavatrice con stazione multipla, dotata di tavola rotante con motore idraulico. Si caratterizza per un tasso di produttività media ed è usata per carico a mano o con automazione, struttura ad H. Tonnellate da 10 a 60.
- E: sbavatrice con stazione multipla, dotata di tavola rotante con motore elettrico, media-alta produttività, più adatta per carico con automazione o robot, struttura ad C. Tonnellate da 10 a 60.
Grazie alla varietà di macchinari offerti, il nostro ufficio commerciale è in grado di suggerire la pressa migliore a seconda della tipologia di pezzo da realizzare e a seconda delle condizioni specifiche in cui si trova ad operare il cliente.












